|






 |  |

| Biologie | Botanica | Chimie | Didactica | Fizica | Geografie |
| Gradinita | Literatura | Matematica |
Statistica
|
|
Qdidactic » didactica & scoala » matematica » statistica Realizarea si utilizarea graficelor de control a procesului |
Realizarea si utilizarea graficelor de control a procesului
Realizarea si utilizarea graficelor de control a procesului
Acest caz a fost pregatit ca material pentru discutie in clasa si nu pentru a reflecta o abordare ineficienta a unei situatii administrative.
Controlul statistic al proceselor este o filozofie, un sistem si un ansamblu de tehnici pentru controlul si imbunatatirea proceselor de productie si servicii. Dezvoltat in SUA in anii '30 si '40 de W.A.Shewhart, W.E.Deming, J.M.Juran si multi altii, conceptul a fost folosit cu eficienta in cateva din industriile americane si multe din cele japoneze. Folosirea conceptului a inceput sa prinda contur in Statele Unite si in alte tari, in industrii care de-abia l-au descoperit, sau in industrii care deja l-au experimentat.
Unul dintre cele mai importante instrumente ale controlului statistic al proceselor este graficul (diagrama) de control a procesului. Graficele de control sunt usor de realizat si pot fi intocmite chiar la fata locului doar cu creion si hartie. Graficele de control asigura un limbaj comun pentru oameni cu specialitati diferite, cu pozitii diferite pe scara ierarhica a unei companii. Ele pot fi utilizate intr-o diversitate de industrii si situatii, incepand de la strunguri la restaurante sau la textile.
Graficele de control prezinta evolutia unui proces de-a lungul timpului. Pot fi folosite pentru:
- A detecta ca, la un moment dat, in cadrul procesului a aparut ceva in neregula;
- A stabili cea ce, generic, tipic, procesul este capabil sa ofere (capabilitatea procesului);
- A ajuta stabilirea momentului cand este necesara diagnosticarea cauzelor unui comportament anormal al procesului;
- A monitoriza si a controla procesul;
- A ne spune cand comportamentul aparent anormal este, de fapt, normal si, prin urmare procesul nu necesita nicio actiune de remediere trebuie doar lasat sa se desfasoare ca atare.
Desi sunt foarte utile, graficele de control nu reprezinta un panaceu universal. Materialul urmator va sublinia cateva din limitele lor.
Procese
Un proces este orice ansamblu de oameni, echipamente, proceduri si conditii care contribuie la obtinerea unui rezultat. Acesta poate fi o persoana care bate un material la masina sau mai multi oameni si masini pregatind un avion pentru plecare.
Rezultatele unui proces variaza de-a lungul timpului. Fiecare produs sau serviciu succesiv, rezultand din acelasi proces, va fi mai mult sau mai putin diferit datorita variatiei in materiale, echipamente, conditii de mediu si actiuni fizice si mentale ale persoanelor participante la proces. Daca aceste modificari sunt minore, atunci nu trebuie sa ne facem griji. De exemplu, daca 99,8% din avioane au plecat de la porti cu 30 de secunde intarziere fata de timpul de plecare anuntat, atunci plecarea la timp nu constituie o problema pentru managerii aeroportului respectiv. Totusi, din ce in ce mai des in operatiile moderne, cateva procese nu respecta planul original. Intrucat competitorii isi imbunatatesc continuu produsele si procesele, companiile trebuie sa caute in mod constant cai noi de imbunatatire. In aceste situatii, graficele de control ajuta deseori la diagnosticarea, controlul si imbunatatirea procesului.
Procesele pot fi masurate cu ajutorul mai multor atribute, si se pot construi grafice de control pentru fiecare dintre acestea. Graficele de control sunt utilizate de regula pentru a controla calitatea produsului. Orice atribut important de calitate ar trebui sa aiba propriul grafic de control. De exemplu, produsul unui restaurant poate fi o masa placuta si delicioasa. Managerii pot realiza grafice de control pentru diferite atribute ale produsului:
- Timpul in care clientul a asteptat la coada pentru a se aseza la o masa;
- Timpul dintre momentul in care s-a asezat si pana cand i-a fost luata comanda;
- Timpul dintre momentul comenzii si sosirea mancarii;
- Cat de des este trimisa mancarea inapoi in bucatarie de catre clienti nemultumiti;
- Temperatura mancarii calde atunci cand paraseste bucataria.
Aceste atribute vor varia datorita mai multor cauze mai mici sau mai mari, de lunga durata sau intamplatoare. De exemplu, un bucatar s-ar putea sa incalzeasca in mod diferit mancarea, un bucatar ar putea pregati o reteta in mod diferit de ceilalti; uneori, mancarea ar putea astepta mai mult timp pana cand sa fie preluata de chelneri. O parte a procesului de management consta in identificarea si, acolo unde este nevoie, corectarea acestor variatii.
Definitia graficului de control
Un grafic de control este o prezentare a performantei unui proces de-a lungul timpului, aranjat astfel incat sa sublinieze variatia procesului. De exemplu, graficul ar putea prezenta temperaturile comenzilor consecutive dintr-o anumita noapte. Subliniate pe grafic apar si doua linii numite limita inferioara de control (LIC) si limita superioara de control (LSC), pentru un anumit proces. Limitele de control sunt astfel desenate incat, daca procesul se desfasoara in afara acestor limite, aproape sigur s-a intamplat ceva neobisnuit. O linie centrala (de obicei, media performantei procesului) este si ea desenata pe grafic. Daca valorile sunt in mod constant deasupra sau dedesubtul liniei centrale, ceva s-a intamplat. Astfel, graficul de control ofera rapid un raspuns vizual la intrebarea: oare procesul are un comportament normal sau s-a intamplat ceva? Mai sunt si alte probleme specifice pe care un astfel de grafic le poate semnala.
Un grafic de control este un instrument neutru care actioneaza pentru a identifica si a descrie o anumita situatie din punct de vedere obiectiv. Trebuie evitata folosirea acestuia pentru a arunca vina asupra cuiva. De fapt, companiile au observat ca afisarea graficelor de control acolo unde are loc productia si acolo unde se realizeaza masuratorile, permite salariatilor sa afle de starea procesului si le ofera o modalitate rapida de feedback asupra efectelor actiunilor proprii. Aceasta determina atat lucratorii dar si managerii sa fie mai atenti la problemele care apar si mai activi in solutionarea si eliminarea lor, indiferent daca problema a fost cauzata de o masina defecta, de materiale de calitate inferioara sau de o eroare umana. Managementul devine mult mai receptiv la oferirea de asistenta necesara mentinerii procesului in control.
Simpla utilizare a graficului de control ne ofera posibilitatea de a afla daca un proces este sau nu in starea de control statistic.. Cand un proces este in (sub) control statistic, nu inseamna ca variatia din acel proces este 0 aceasta ar fi imposibil. De fapt, aceasta implica faptul ca variatia este efectul unei multitudini de fluctuatii mici si pur aleatoare. Dimpotriva, cand un proces nu mai este in (sub) control, este scapat de sub control, inseamna ca o parte din variatiile procesului este datorata catorva cauze mari si neregulate. Procesele care nu mai pot fi controlate sunt greu de administrat intrucat in orice zi, orice se poate intampla. Astfel de procese tind sa se desfasoare haotic, reducand eficacitatea lor. In mare parte controlului statistic al procesului cuprinde instrumente care detecteaza, diagnosticheaza si rezolva cauzele situatiilor scapate de sub control.
Este usor de identificat cand un proces nu mai este controlat cu ajutorul graficului de control. Orice valoare care cade in afara limitelor de control (inferioara sau superioara) semnaleaza o situatie in afara controlului. Limitele de control sunt stabilite astfel incat, din intamplare, numai de 2,5 ori in 1000 de incercari, este posibil sa apara valori in afara limitelor desi variatia este mica si aleatoare. De aceea, daca o masuratoare cade inafara acestor limite, foarte probabil, ceva s-a intamplat.
Realizarea graficului de control
Graficul de control masoara productia unui proces de-a lungul timpului. Deoarece multe procese produc sute sau chiar mii de componente intr-o zi, ar fi inutil si scump sa realizam un grafic de control pentru fiecare componenta. Din fericire, aceasta operatie nu este obligatorie. In schimb, alegem un esantion si periodic culegem informatii legate de esantionul respectiv. De obicei, un esantion cuprinde 5 articole, asa ca informatiile sunt colectate masurand cinci componente consecutive la fiecare cateva minute. Aceste 5 componente sunt apoi asamblate, dupa cum este descris mai jos, pentru a genera un singur punct pe graficul de control. Esantionul urmatoarelor 5 componente consecutive va fi urmatorul punct de pe graficul de control. De obicei, se aleg esantioane de 2-10 elemente iar dimensiunea esantionului este notata cu n.
Managerii pot alege un plan de alegere a esantionului. De exemplu, o optiune este de a masura primele 5 componente realizate intr-o ora. Care plan de esantionare este mai bun? Aceasta depinde de problemele pe care va asteptati sa apara in proces. Poate ca este mai bine sa esantionati mai intensiv la inceputul sau la sfarsitul schimbului de lucru pentru a vedea daca schimbul nou a adus si variatii. La alte momente din zi, orice esantion de 5 articole poate fi perfect pentru scopul vostru. Nuanta este usor trecuta cu vederea si poate necesita o combinatie de judecati si de experimente cu diferite planuri de esantionare. Programele eficiente de prezentare grafica a controlului ar trebui sa evolueze pe masura ce procesul evolueaza si pe masura ce nevoile managementului se schimba.
De obicei se realizeaza doua tipuri de grafice de control:
- graficul de control X barat masoara media fiecarui esantion. Ofera informatii privind orice tendinta a mediei procesului sa scada sau sa se mareasca de-a lungul timpului.
- graficul de control R (amplitudine) masoara intervalul fiecarui esantion (adica diferenta dintre cel mai mare membru si cel mai mic membru al esantionului). Ilustreaza orice tendinta a procesului de a se comporta mai aleator sau mai putin aleator de-a lungul timpului. (deviatia standard a esantioanelor masoara in unele cazuri cu mai multa acuratete variatia decat amplitudinea acestora. Totusi, amplitudinea este usor de calculat chiar si vizual, in timp ce deviatia standard necesita un calculator).
Pasii de realizare a unui grafic de control sunt urmatorii:
|
- in primul rand, alegem planul de esantionare si marimea esantionului (n). Apoi, colectam o serie de esantioane de dimensiune n.
- calculam amplitudinea
(R) si media (
 ) a fiecarui esantion. Amplitudinea este
diferenta dintre valoarea cea mai mare si valoarea cea mai
mica.
) a fiecarui esantion. Amplitudinea este
diferenta dintre valoarea cea mai mare si valoarea cea mai
mica. - calculam
amplitudinea medie (
 ) a tuturor esantioanelor. Aceasta va fi linia centrala
a graficului de control R. Facem la fel si pentru media valorilor
lui . (aceasta va fi denumit
) a tuturor esantioanelor. Aceasta va fi linia centrala
a graficului de control R. Facem la fel si pentru media valorilor
lui . (aceasta va fi denumit : media mediilor). Acesta va determina linia
centrala a graficului de control .
: media mediilor). Acesta va determina linia
centrala a graficului de control . - Acum, folosind factorii si formulele din figura 1, calculam limita inferioara si pe cea superioara de control pentru graficul de control R. Vezi figura 2 pentru un exemplu.
- Folosim din nou factorii si formulele din figura 1 si calculam limita inferioara si pe cea superioara de control pentru graficul de control X.
De obicei, se folosesc urmatoarele conventii grafice:
- graficul de
control este desenat
deasupra graficului de control R.
- Liniile centrale ale celor doua grafice sunt desenate cu linii continue, iar limitele superioare si inferioare sunt desenate cu linii intrerupte.
- Distanta fizica dintre limitele inferioara si superioara ale ambelor grafice este aproximativ aceeasi.
Figura 3 ne prezinta graficele de control ![]() si R pentru exemplul din figura 2.
si R pentru exemplul din figura 2.
Anexa ne prezinta cum sa realizam graficele de control ![]() si R cu ajutorul unui calculator.
si R cu ajutorul unui calculator.
Folosirea graficelor
Urmatorul pas va fi sa determinam daca procesul este intr-o stare de control statistic. Examinati fiecare grafic separat. Testele vizuale pentru situatii fara control sunt urmatoarele:
- orice puncte deasupra limitei superioare de control sau sub limita inferioara de control
- 8 puncte consecutive deasupra liniei centrale sau 8 puncte consecutive sub linia centrala.
Aplicand aceste conditii sau teste figurii 3, putem observa ca
ambele grafice de control ![]() si R indica o instabilitate a
procesului. In mod clar, procesul nu este intr-o stare de control statistic.
Cand un manager a verificat inregistrarile, ea si-a amintit ca
in a opta zi a aparut un nou bucatar. Noul bucatar pare sa
aiba un control mai ridicat (o amplitudine mica pe graficul R) dar
tinde sa supra-incalzeasca mancarea.
si R indica o instabilitate a
procesului. In mod clar, procesul nu este intr-o stare de control statistic.
Cand un manager a verificat inregistrarile, ea si-a amintit ca
in a opta zi a aparut un nou bucatar. Noul bucatar pare sa
aiba un control mai ridicat (o amplitudine mica pe graficul R) dar
tinde sa supra-incalzeasca mancarea.
Managerul s-a intalnit cu bucatarul pentru a-i sublinia importanta livrarii unei mancari potrivite la temperatura. Figura 4 prezinta datele colectate pentru urmatoarele 10 zile. Aplicand testele graficelor bazate pe aceste date, se observa ca procesul pare sa fie acum intr-un control statistic. Realizarea unor grafice de control folosind valori noi si urmarind performanta din punctul de vedere al acestor valori ar trebui sa indice aparitia oricaror tendinte nenaturale pe viitor.
Tolerante de produs
Doar pentru ca un proces este in control asta nu inseamna ca procesul este in limita tolerantei. Tolerantele se refera la modul in care componenta devine utila mai tarziu in proces sau pentru client. Tolerantele sunt o caracteristica a proiectarii componentei, in timp ce limitele de control sunt caracteristici ale procesului de productie. Daca tolerantele de proiectare sunt la un interval prea mic, atunci un anumit proces poate fi incapabil fizic sa satisfaca tolerantele tot timpul, chiar daca procesul este sub control din punct de vedere statistic.
Pentru restaurantul din figura 2, sa presupunem ca managerul stabileste o toleranta de 150-155 grade. Orice mancare care depaseste acest interval este inacceptabila. Figura 4 indica in mod clar ca majoritatea mancarurilor sunt inafara intervalului stabilit. Procesul va trebui modificat fundamental pentru a respecta tolerantele. Pana cand aceasta schimbare are loc, o parte din mancaruri vor fi in afara benzii de toleranta sau inafara specificatiilor. Bineinteles, daca procesul nu ar fi sub control, problema ar fi fost cu mult mai serioasa intrucat si mai multe mancaruri ar fi fost inafara specificatiilor.
Observam ca nu este suficient ca limitele de control X barat sa fie aceleasi cu tolerantele. Limitele de control se refera la valoarea medie a unui esantion de componente. Chiar daca media respecta tolerantele graficului de control X barat, o parte din membrii esantionului ar putea fi inafara tolerantelor. Regulile simple ale statisticii sunt disponibile pentru a stabili cat de incluse trebuie sa fie limitele de control in intervalul de toleranta.
Modul in care tolerantele sunt stabilite este destul de controversial in industria americana. Multi observatori considera ca inginerii exagereaza in mod inconstient valoarea tolerantelor, adica daca pretind un interval de toleranta mai mic decat este necesar, sperand astfel ca variatia reala a procesului va fi acceptabila. Aceasta incurajeaza organizatia producatoare sa pretinda respectarea tolerantelor de un numar mai mic de componente. Ei doresc ca toate procesele sa respecte tolerantele. Cateva companii nu au nicio procedura oficiala pentru specificarea tolerantelor in timpul proiectarii, iar o parte din tolerante poate fi sub-estimata in timp ce altele sa fie supra-estimate.
Un pas timpuriu in situatia imbunatatirii calitatii este sa stabilesti specificatii concrete. Acestea nu ar trebui sa fie mai stranse sau mai lejere decat trebuie sa fie in realitate. (sunt necesare cateva experimente pentru ca stabilirea tolerantelor reprezinta o arta). sa presupunem ca dupa aceasta, o parte din componente este inca inafara specificatiilor. Producatorul are de ales dintre urmatoarele optiuni:
- sa aduca procesul sub control statistic.
- daca aceasta este insuficient, sa modifice procesul pentru a avea o amplitudine mai restransa.
- sa aloce componenta la o masina diferita.
- ca ultima solutie, sa foloseasca inspectia si sortarea pentru a scapa de componentele dinafara specificatiilor, sau sa le refoloseasca.
Folosirea graficelor de control pentru diagnosticarea problemelor de procese
Am demonstrat modul de folosire al graficelor de control pentru a detecta situatia in care un proces nu mai este in control statistic. Cand sunt privite pentru prima data, multe procese nu par a fi sub control. Chiar si dupa ce sunt aduse sub control, apar noi factori care pot deranja procesul.
Graficele de control pot ajuta si la izolarea si diagnosticarea
problemelor de procese. Figura 5 prezinta mai multe grafice de control
si diagnosticul corespunzator. Figura 5-A prezinta o mutare
brusca in medie. Daca nu exista nicio schimbare asociata in
R, atunci aceasta este datorita unei schimbari sistematice a
procesului. Adica este rezultatul repararii unei masini defecte
sau a introducerii unui angajat specializat care are un randament superior. Daca
![]() si R se
misca simultan, dupa cum arata figurile 5-A si 5-B,
situatia este rezultatul unui salariat necalificat sau a unei
defectiuni a echipamentului. Figura 5 ofera mai multe tendinte
care merita a fi studiate.
si R se
misca simultan, dupa cum arata figurile 5-A si 5-B,
situatia este rezultatul unui salariat necalificat sau a unei
defectiuni a echipamentului. Figura 5 ofera mai multe tendinte
care merita a fi studiate.
Exemple de grafice de control
Majoritate proceselor repetitive pot fi urmarite prin intermediul unor grafice de control. Totusi, este necesar si o multime de judecati manageriale pentru a decide ce anume sa se urmareasca intrucat este foarte usor sa cazi prada detaliilor abunde ale graficelor de control. Cand examinam pentru prima data un proces, trebuie sa ne uitam la cateva caracteristici de posibil interes. Intr-un final, vom afla care dintre acestea sunt reprezentative pentru buna functionare a procesului.
Graficele de control si alte instrumente ale controlului statistic al procesului au fost dezvoltate mai mult in productie decat in servicii. Dar datorita dezvoltarii, diversificarii si competitivitatii crescande ale acestui sector de activitate, oportunitatile vor aparea si in aria serviciilor. Exemple de urmarire cu ajutorul graficelor de control:
- marimea componentei care trebuie fabricate este un candidat. Lucratori individuali si centre de lucru pot urmari dimensiuni critice variate in timp ce managementul superior doar supravegheaza procesul.
- timpul de munca sau timpul petrecut pentru fiecare componenta. O situatie fara control poate semnala probleme cu materialele ce trebuie sa soseasca, cu masinile care necesita mai mult timp pentru productie. Poate semnala si oboseala.
- masuri de calitate pentru organizatiile ce presteaza servicii in masa cum ar fi restaurantele (deja discutate) si bancile. Atat operatiunile din fata, cum ar fi timpii de asteptare pentru clienti, cat si operatiunile din spate pot fi urmarite. Viteza si acuratetea informatiei procesate sunt de obicei urmarite. Exemple includ operatii cu depozite pentru banci, satisfacerea de comenzi telefonice si intrebari prin telefon, operatiuni de date in companii de procesare a informatiei.
- pentru companiile aviatice, pot fi urmarite diferiti indicatori. Intreaga intretinere a unor linii aviatice este subiectul unui control statistic de proces sofisticat. Plecari intarziate, bagaje pierdute, suprataxare, sub-taxare si alte masuratori ale serviciilor pentru clienti devin caracteristici de studiat.
- serviciile personalizate sunt cele mai provocatoare. Graficele de control pot sau nu fi aplicate in mod direct. Pentru a folosi graficele de control, o operatiune sau etape ale unei operatiuni trebuie sa prezinte o anumita tendinta. In anumite situatii, un semnal de inafara controlului poate semnala o mutare in mediu si nu o operatiune interna. Totusi, chiar si un avertisment timpuriu poate fi de folos.
Atentie
Pe langa graficele de control, pot fi folosite si alte instrumente de control statistic al procesului pentru a diagnostica si rezolva probleme de procese. Aceste instrumente se refera la grafice de flux de proces, grafice cu puncte, grafice os de peste precum si metode mai sofisticate cum ar fi experimentele proiectate. Virtutea unica a graficului de control este dispozitivul de atentionare. El ofera dovada incontestabila a aparitiei unei probleme. Managerii si lucratorii trebuie sa foloseasca ulterior diverse instrumente pentru a identifica si rezolva problema.
Mai exista si alte tipuri de grafice. Asa numitele grafice np sunt folosite pentru a detecta defectele. Graficul cusum masoara deviatiile cumulate si este mult mai folositoare in anumite situatii decat graficele de control.
Graficele de control pot fi doar o parte a programului de control statistic al procesului. Companiile care pornesc controlul statistic al procesului uneori interpreteaza acest concept ca pe un mijloc de maximizare a numarului de grafice. Nu este adevarat.
Referinte
Statistical quality control for process improvement HBS case no 9-684-068
Kaoru Ishakawa Guide to quality control editia a doua revizuita 1982
J.M.Juran Quality control handbook editia a treia, NY, 1974
Statistical quality control handbook editia a doua, Indianapolis, 1956
Figura 1. Factori pentru setarea limitelor graficului de control
Sursa: J.M. Juran, Quality Control Handbook (New York McGraw-Hill, 1974, Ed. a 3-a) Anexa 2, Tabelele Y si A. Aceste cifre se bazeaza pe 3 deviatii standard, presupunand o distributie normala.
Nota: Formulele sunt valabile si pentru esantioane de dimensiuni mai mari.
Definitii:
n = dimensiunea esantionului
![]() = media fiecarui esantion;
= media fiecarui esantion; ![]() = media
= media ![]() -ilor
-ilor
R = amplitudinea fiecarui esantion (cea mai mare cea mai mica)
![]() = media amplitudinilor
tuturor esantioanelor
= media amplitudinilor
tuturor esantioanelor
![]() = estimarea abaterilor standard =
= estimarea abaterilor standard = ![]()
Limitele superioare de control (LSC)
= ![]() pentru graficul R
pentru graficul R
=  pentru graficul
pentru graficul ![]()
Limitele inferioare de control (LIC)
= ![]() pentru graficul R
pentru graficul R
= pentru graficul
pentru graficul ![]()
Figura 2. Exemplu de Studiu
initial al capabilitatii prin utilizarea graficelor ![]() si R
si R
Un manager de restaurant este interesat de temperatura bucatelor care sunt servite. Managerul doreste ca, atunci cand mancarea iese din bucatarie spre a fi servita clientului, temperatura acesteia sa nu fie niciodata mai mica de 147sF, sau mai mare de 160 sF. Managerul a decis sa realizeze un studiu al capabilitatii procesului, pe o perioada de 10 zile. In fiecare zi, ea alegea aleatoriu trei feluri de mancare servita si testa temperatura chiar inainte ca aceasta sa ajunga pe masa clientului. Mai jos sunt prezentate datele colectate de ea:
n = 3
Limitele de control ale graficului R:
Limita inferioara de control ![]() 0(8,5sF) = 0sF
0(8,5sF) = 0sF
Limita superioara de
control ![]() 2,57(8,5sF) = 21,8sF
2,57(8,5sF) = 21,8sF
Linia centrala de
control =![]() = 8,5sF
= 8,5sF
Limitele de control ale
graficului![]() :
:
Limita inferioara de control = 
Limita superioara de
control = 
Linia centrala de
control = ![]() = 151,5sF
= 151,5sF
Figura 3. Graficele ![]() si R pentru studiul initial al
capabilitatii
si R pentru studiul initial al
capabilitatii
Figura 4. Studiul capabilitatii unui proces imbunatatit.
Figura 5. Diagnosticarea configuratiilor instabilitatii proceselor
(continuare pe urmatoarea pagina)
Anexa
Construirea graficelor de control utilizand Microsoft Excel
Graficele de control sunt proiectate suficient de simplu pentru a fi intelese si desenate de mana de catre operatorii din atelierul de productie. Cu toate acestea, disponibilitatea softurilor cu foi de calcul tabelar si a calculatoarelor personale permite construirea graficelor prin utilizarea acestor programe. Acest lucru este deosebit de util atunci cand datele sunt colectate in mod repetat: odata cu prima proiectare a foii de calcul, analiza datelor devine automata.
Sa presupunem ca
deja aveti introduse datele intr-un tabel, unde fiecare rand
reprezinta un esantion de dimensiunea n (dimensiunea esantionului este egala cu 5 in exemplul
nostru) si fiecare din cele x
coloane reprezinta un lot care a fost preluat pentru analiza (in
exemplul nostru au fost preluate 20 de loturi). Dupa aceasta, pot fi
create doua alte doua coloane: una pentru a calcula ![]() (media fiecarui esantion) si cealalta
pentru a calcula R (amplitudinea fiecarui esantion). Utilizand aceste
rezultate, se pot calcula
(media fiecarui esantion) si cealalta
pentru a calcula R (amplitudinea fiecarui esantion). Utilizand aceste
rezultate, se pot calcula ![]() (media mediilor),
(media mediilor), ![]() (media amplitudinilor)
si limitele superioare si inferioare de control ale graficului.
(media amplitudinilor)
si limitele superioare si inferioare de control ale graficului.
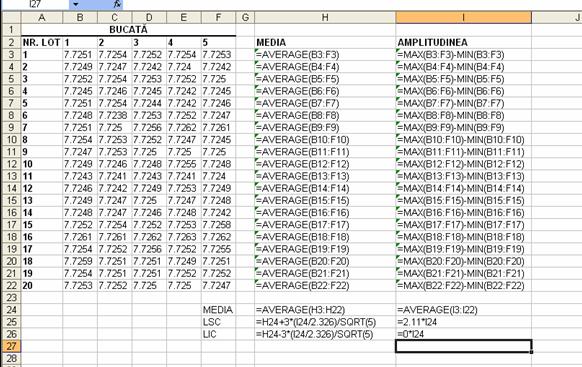
In exemplul ce urmeaza, au fost analizate 20 de esantioane (randurile 3 22) a cate 5 observatii fiecare (coloanele B F). In coloana H a fost calculata media observatiilor, in randul 3, introducand formula =AVERAGE(B3:F3), iar apoi copiind formula de-a lungul coloanei pana la randul 22. In urmatoarea coloana a fost calculata amplitudinea observatiilor, prin introducerea formulei =MAX(B3:F3)-MIN(B3:F3), si, din nou, copiind-o de-a lungul coloanei, pana la randul 22.
Dupa aceea putem
calcula media mediilor esantioanelor (![]() ) si media amplitudinilor (
) si media amplitudinilor (![]() ), utilizand formula =AVERAGE(H3:H22)
pentru
), utilizand formula =AVERAGE(H3:H22)
pentru ![]() si =AVERAGE(I3:I22) pentru
si =AVERAGE(I3:I22) pentru ![]() . Sub aceste valori sunt prezentate calculele pentru limitele
superioare de control (LSC) si limitele inferioare de contro (LIC). Pentru
exemplul de mai jos, pot fi utilizate urmatoarele ecuatii:
. Sub aceste valori sunt prezentate calculele pentru limitele
superioare de control (LSC) si limitele inferioare de contro (LIC). Pentru
exemplul de mai jos, pot fi utilizate urmatoarele ecuatii:
Pentru ![]() , LSC este:
, LSC este:  sau =H24+3*(I24/2,326)/SQRT(5)
sau =H24+3*(I24/2,326)/SQRT(5)
Si LIC este:  sau =H24-3*(I24/2,326)/SQRT(5)
sau =H24-3*(I24/2,326)/SQRT(5)
Pentru ![]() , LSC este: D4*
, LSC este: D4*![]() sau =2,11*I24
sau =2,11*I24
Si LIC este: D3*![]() sau =0,00*I24
sau =0,00*I24
Utilizand rezultatele de
mai sus, putem crea graficele pentru medie si amplitudinile. Pentru a crea
aceste grafice, exista doua optiuni: puteti lasa
Excelul sa deseneze mediile (![]() ), LSC si LIC (liniile de control), sau, le puteti
desena cu mana. In acest exemplu, Excelul a desenat liniile de control
daca alegeti sa le desenati singuri, pur si simplu
trasati liniile mediei si a amplitudinii.
), LSC si LIC (liniile de control), sau, le puteti
desena cu mana. In acest exemplu, Excelul a desenat liniile de control
daca alegeti sa le desenati singuri, pur si simplu
trasati liniile mediei si a amplitudinii.
Pentru ca Excelul sa
deseneze liniile, creati o coloana separata pentru fiecare LSC
si LIC si pentru medie (vezi mai jos). Apoi, utilizati comanda Copy pentru a prelua ![]() , LSC si LIC si a le insera in coloane. Utilizand
comanda Paste Special si
selectand optiunea Values, vom
putea plasa doar numerele (nu si formulele) in coloanele alese. De exemplu,
pentru a crea coloana LSC pentru graficului mediei, selectati celula H25,
apoi aplicati comanda Edit, Copy; apoi selectati celulele de
la K3 la K22 si aplicati comanda Edit,
Paste Special, cu optiunea Values.
Odata create coloanele LSC, LIC si
, LSC si LIC si a le insera in coloane. Utilizand
comanda Paste Special si
selectand optiunea Values, vom
putea plasa doar numerele (nu si formulele) in coloanele alese. De exemplu,
pentru a crea coloana LSC pentru graficului mediei, selectati celula H25,
apoi aplicati comanda Edit, Copy; apoi selectati celulele de
la K3 la K22 si aplicati comanda Edit,
Paste Special, cu optiunea Values.
Odata create coloanele LSC, LIC si ![]() , copiati coloana mediilor esantioanelor (
, copiati coloana mediilor esantioanelor (![]() ), calculata anterior. (Asigurati-va ca
numerele copiate corespund rezultatelor initiale). Utilizati
aceeasi procedura pentru a crea cele patru coloane pentru datele din
graficul amplitudinii. Liniile pentru limitele de toleranta,
specificate in proiectare, pot fi trasate pin adaugarea a inca
doua coloane.
), calculata anterior. (Asigurati-va ca
numerele copiate corespund rezultatelor initiale). Utilizati
aceeasi procedura pentru a crea cele patru coloane pentru datele din
graficul amplitudinii. Liniile pentru limitele de toleranta,
specificate in proiectare, pot fi trasate pin adaugarea a inca
doua coloane.
Apoi, selectati toate datele care doriti sa fie incluse in grafic (impreuna cu capul de tabel, care sunt indeosebi utile pentru diferentierea intre seriile de date). In acest caz, selectati zona J2:N22. Aplicati comanda Insert, Chart. Odata ce apare un nou ecran de grafice, selectati tipul Line, iar apoi selectati Next si Finish.
Mai jos sunt prezentate exemplele de grafice rezultate prin aplicatia Excel.
| Contact |- ia legatura cu noi -| | |
| Adauga document |- pune-ti documente online -| | |
| Termeni & conditii de utilizare |- politica de cookies si de confidentialitate -| | |
| Copyright © |- 2025 - Toate drepturile rezervate -| |
|
|
|||
|
|||
|
|||
Referate pe aceeasi tema | |||
|
| |||
|
|||
|
|
|||