|






 |  |

| Aeronautica | Comunicatii | Drept | Informatica | Nutritie | Sociologie |
| Tehnica mecanica |
Tehnica mecanica
|
|
Qdidactic » stiinta & tehnica » tehnica mecanica Studiul preselor mecanice |
Studiul preselor mecanice
STUDIUL PRESELOR MECANICE
1. Presele mecanice sunt masini unelte care prelucreaza semifabricatul prin deformarea plastica sau prin taiere intre 2 matrite (scule) coreapunzatoare, dintre care una este montata de partea fixa a presei (batiu, masa) si una de organul de lucru in miscare (berbec-culisor).
Aceste prese se caracterizeaza prin faptul, ca forta si cursa de lucru pentru prelucrarea semifabricatului sunt realizate pe cale mecanica, de catre mecanisme actionate de obicei cu motoare electrice.
In general, presele mecanice folosite pentru prelucrarea metalelor sunt masini universale,adica ele permit realizarea unor piese variate ca forma si dimensiuni , iar operatile, care se pot efectua pe ele sunt complexe. Constructia acestor prese , intr-o gama larga de dimenaiuni, permite folosirea unei varietati mari de matrite (scule). Presele mecanice se folosesc cu succes la prelucrarea plastica atat la cald cit si la rece.
Utilizarea lor in sectiile de forja si de presare la rece este multipla:la refulare simpla si profilata, la indoirea si prematritarea, la matritarea si debavurare, la gaurire si la extruziune la rece.
Un avantaj al preselor mecanice pot fi mentionate :schimbarea usoara a sculelor ,deservirea simpla a preselor,posibilitatea mecanizarii si automatizarii usoare a operatiilorde deformare,necesitatea unei fundatii mici si lucrul mai silentios decat cel al ciocanelor.
Dezavantaje: Unul este ca presele mecanice sunt mai scumpe decat ciocanele de forjat. Altul este dat de constructia cinematica mai complexa a mecanismilor de lucru. Presa mecanica trebuie sa realizeze operatia de deformare integral intr-o cursa, iar forta reala de deformare nu are voie sa depaseasca forta maxima a d m i s a a presei. Acest lucru face, ca piesele ce se executa pe presele mecanice,sa fie mai mult piese mici si mijlocii.
Caracteristicile tehnice principale ale preselor mecanice
Presele mecanice sunt caracterizate prin:
forta nominala Fn, [kN] sau [MN];
cursa nominala a berbecului H, [mm]. La unele tipuri de prese (cu excentric etc.) cursa se poate regla si in acest caz se indica valorile minime si maxime. La presele specifice sectiilor de forja, cursa nu se regleaza;
numarul de curse pe minut, nc;
lucrul mecanic (energia) disponibil, [kJ];
puterea instalata, [kW].
In afara acestor caracteristici la presele mecanice, prezinta importanta dimensiunile spatiului de lucru, dimensiunile suprafetelor de prindere a sculelor, reglarea inaltimii spatiului de lucru.
Principalele caracteristici tehnice ale preselor se stabilesc pe baza unor legi de esalonare. Astfel, fortele, lucrul mecanic, numarul de curse pe minut etc., fac parte de regula din diferite serii ale numerelor normale (STAS 283-69). Acestea rezulta si din prospectele firmelor constructoare.
1.3. Clasificare
Avand in vedere diversitatea mare a preselor mecanice, este necesara o clasificare a lor, iar pentru a realiza acest lucru se pot utiliza diverse criterii.
Dupa numarul montantilor exista prese cu un montant sau cu doi montanti.
Dupa forma batiurilor presele pot fi de tip deschis sau inchis.
Dupa actiunea asupra piesei de prelucrat, presele pot fi cu simplu efect, cu dublu efect sau cu triplu efect. Majoritatea preselor sunt de tipul cu simplu efect, avand un singur berbec. Cele cu dublu efect au de regula doi berbeci concentrici (fig.1.13) iar cele cu triplu efect, sunt de regula constituite dintr-o presa cu dublu efect, cel de al treilea fiind realizat de un berbec care actioneaza independent, de regula din partea inferioara a presei.
Dupa numarul de curse pe minut realizat, presele mecanice pot fi clasificate in prese lente si rapide, caracteristici determinate de mecanismul de transmisie (rapoarte de transmisie mari sau mici).
Dupa pozitia presei acestea pot fi clasificate in verticale sau orizontale. La unele prese batiul se poate inclina.
Dupa numarul bielelor, presele pot fi cu o biela, doua sau patru biele.
Forma arborelui principal poate fi de tipul cu excentric sau cotit si presele se pot clasifica ca atare. Cele cu arbori cotiti pot fi cu un cot sau doua coturi, etc. Amplasarea arborelui principal poate fi paralel cu partea frontala a masinii sau perpendicular pe aceasta iar presele se vor denumi corespunzator.
Dupa temperatura la care prelucreaza metalul presele pot fi clasificate corespunzator:
la cald;
rece;
semicald.
Clasificarea preselor mecanice se poate face si dupa structura lantului cinematic. Din acest punct de vedere se pot identifica prese mecanice la care organul de lucru (berbecul) realizeaza o deplasare rectilinie (verticala, orizontala etc.) sau complexa.
Dupa tehnologia pe care o realizeaza, presele mecanice pot fi clasificate in: prese de forjat, matritat, extrudat, prese pentru prelucrari din tabla, de debavurat, calibrat etc.
Dupa gama variata de operatii tehnologice, presele mecanice pot fi:
universale;
speciale.
Din diversitatea mare de prese mecanice, in sectiile de forja se utilizeaza un numar limitat.
Prese mecanice, verticale, de matritat la cald (maxiprese)
In ultimul timp au inceput sa fie foarte raspandite in sectiile de forje presele mecanice cu simplu efect pentru matritare la cald (maxipresele). Aparitia acestor masini de matritat se datoreaza necesitatii de utilizare in sectiile de forjare a unor masini, mai economice si mai avantajoase decat ciocanele cu abur-aer de matritare.
Denumirea cu care se mai intalnesc in practica aceste prese: maxi-prese (adica prese de precizie maxima) se datoreaza preciziei ridicate cu care lucreaza (0,5 0,1 [mm]). Maxipresele se utilizeaza pe scara larga in multe forje din industria de automobile si tractoare etc., pentru operatiuni de matritare la cald a pieselor in matrite cu locasuri multiple.
In comparatie cu ciocanele, maxipresele au un randament mai bun, o productivitate mai mare, posibilitatea de a obtine piese forjate de o precizie mai mare, datorita rigiditatii lor mari. Realizeaza piese cu adaosuri de prelucrare mai mici, datorita faptului ca au mecanisme de evacuare. Dezvolta un numar mare de curse pe minut ceea ce face ca durata contactului intre material si matrita sa fie micsorata. Viteza maxima a acestor masini este 24 ori mai mare decat la presele mecanice universale. Maxipresele sunt constructii mai compacte si pentru instalarea lor nu necesita fundatii mari intrucat nu lucreaza cu socuri. Se pot instala, deci, in apropierea utilajelor de precizie. Pentru maxiprese nu este nevoie de instalatii auxiliare costisitoare cum este cazul la ciocane (cazane, compresoare etc.), pentru acest motiv cheltuielile de exploatare sunt mai mici.
|
Deficientele pe care aceste masini Ie au, nu impiedica larga lor utilizare in sectiile moderne de forjare. Astfel aceste masini au un cost destul de ridicat; mai mare decat la ciocane si sunt mai putin universale ca acestea. La maxiprese exista pericol de intepenire a bielei in punctului mort inferior (PMI) precum si acela ca oxizi de pe piesa calda sa fie presati in material, neexistand socurile care sa-i inlature, ca la ciocane.
Maxipresa (fig. 1.1) are batiul turnat dintr-o bucata, din otel (la unele constructii mai recente este sudat din placi). Arborele principal este de tip cu excentric si se roteste in lagare de alunecare.
Masa presei este in forma de pana, ceea ce permite scoaterea rapida si usoara a presei din intepenire, precum si reglarea inaltimii de matritare. Presa este comandata electropneumatic, iar aerul necesar pentru comanda se ia de la retea.
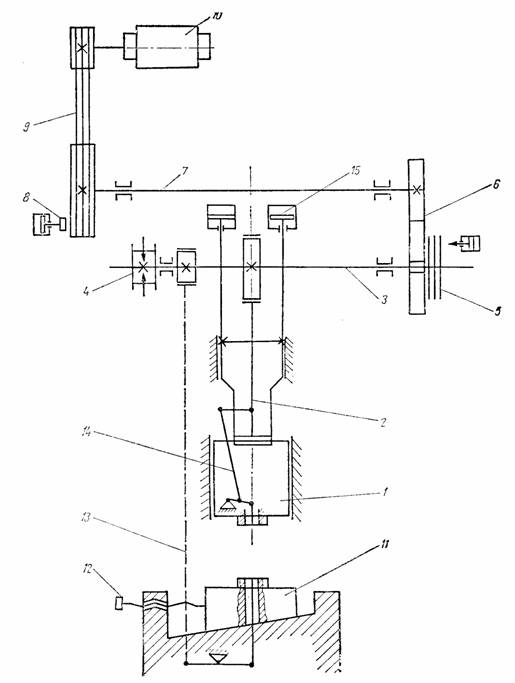
Fig.1.1. Schema cinematica a unei maxiprese de constructie clasica:
1 -berbec; 2 -biela; 3 -arbore cu excentric; 4 -frana; 5 - cuplaj; 6 -roti dintate; 7 -arbore intermediar; 8 -frana cu saboti; 9 -transmisie cu curele; 10 -motor electric; 11 -masa reglabila; 12 -surub de reglare; 13 -extractor inferior; 14 -extractor superior; 15 -cilindri de echilibrare.
Maxipresele pot lucra in modul urmator:
cu curse izolate;
mers continuu;
cu curse de reglaj.
Forta nominala a maxipreselor care se fabrica in prezent se gaseste in limitele 6,3100 [MN], numarul de curse pe minut corespunzator este 10035; cursa in limitele 200500 [mm] iar puterea motoarelor electrice de actionare 20 500 [kW].
In afara de tipul acesta de maxipresa exista si variante la care cuplajul este montat pe arborele intermediar.
Unele uzine constructoare, fabrica maxiprese cu un mecanism de transmisie simplificat. Astfel unele maxiprese de tip LKM nu au arbore intermediar, iar frana este de tipul cu frictiune cu discuri.
Presa este prevazuta cu masa fixa, reglarea inaltimii spatiului de matritare sau scoaterea din intepenire a berbecului, se face cu un mecanism special montat in acesta. Datorita acestei constructii, pe masa pot fi montate mecanisme de transfer care permit automatizarea lucrului la presa in conditii superioare maxipreselor clasice, cu masa in forma de pana (deplasabile). Aceste prese au arborele principal cu axa perpendiculara pe partea frontala a masinii spre deosebire de maxipresele clasice unde este paralel.
|
Fig. Schema cinematica a unei prese de tip Erie (S.U.A.) |
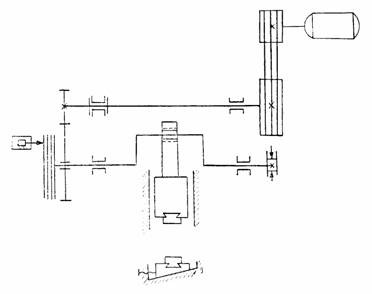
La maxipresa de tip Erie (S.U.A.) (fig. 1.2) berbecul are functie de biela, ceea ce are influenta favorabila asupra rigiditatii masinii in ansamblu.
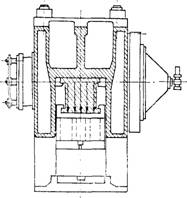
La maxipresa de constructie speciala fabricata de firma Hasenclever din R.F.G. (fig.1.3) piesa 1 este antrenata in miscare de arborele excentric 2 si pune la randul ei in miscare de translatie berbecul 4 prin intermediul cuzinetilor 3 (miscare in jos) sau 5 (miscare in sus). Berbecul are forma de cadru.
|
|
Fig. 1.3. Schema maxipreselor de tip Hasenclever. |

La maxipresa cu pana (fig. 1.4) miscarea de translatie a berbecului este realizata cu ajutorul unei pene 1 actionata de un mecanism biela-manivela. Maxipresele cu pana sunt fabricate de firma Eumuco (R.F.G.) si au avantajul unei rigiditati sporite (peste 40%) fata de maxipresele clasice. Aceasta se datoreaza faptului ca mecanismul biela-manivela, cu rigiditate scazuta, este scos de sub efectul fortei de deformare propriu-zisa. Inclinatia penei este 2:1. Asemenea maxiprese se executa curent cu forta nominala in limitele 6,345 [MN] si chiar mai mari ajungand pana la 120 [MN]. Firma aratata fabrica maxiprese cu pana actionata hidraulic sau cu mecanism cu surub.
|
|
|
|
Fig.1.4. Maxipresa cu pana |
|

Datorita avantajelor mentionate, maxipresele se considera masini de perspectiva in sectiile de forja in special in cele in care productia de piese matritate este de serie sau masa.
1.3.2. Prese de debavurat
Presele de acest tip sunt caracterizate prin dimensiunile mai mari ale spatiului de lucru propriu-zis, precum si prin existenta unui berbec suplimentar, lateral.
Presele de debavurat sunt destinate in principal acestei operatii, realizate la cald, dar pot fi utilizate si pentru altele ca de exemplu, indoirea preforjatelor, indreptarea pieselor matritate etc. (fig. 1.9). Berbecul exterior se utilizeaza pentru diferite taieri si retezari. Prese de acest tip se fabrica si in tara noastra.
|
Fig.1.9. Schema cinematica a unei prese de debavurat: 1 -arbore principal; 2 -berbec principal; 3 -berbec lateral; 4 -mecanismul berbecului lateral; 5 -volant; 6 -arbore intermediar; 7 -cuplaj si frana. |
|

Caracteristicile tehnice principale ale acestor masini sunt: forta nominala: 116 [MN], cursa berbecului principal 220600 [mm] si numarul de curse pe minut 328. Forta pe berbecul lateral 0,55 [MN] iar cursa acestuia 100200 [mm].
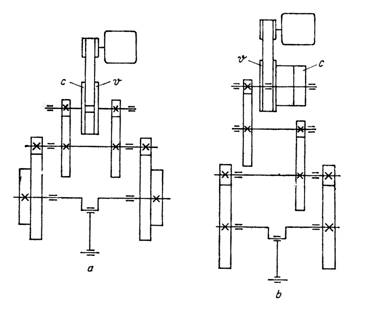
Debavurarea pieselor matritate se poate executa si pe alte tipuri de prese. De exemplu, pentru realizarea acestor operatii la piese mici se pot folosi prese cu excentric cu forta nominala in domeniul 1,64 [MN]. Aceste prese au posibilitatea reglarii marimii cursei (fig. 1.10).
|
|
Fig.1.10. Scheme cinematice ale unor prese cu excentric cu doi montanti: c - cuplaj; v - volant; |
Presele de debavurat sunt utilizate frecvent in sectiile de forje in care se realizeaza matritari de piese cu bavuri si sunt in STAS 11739-80.
1.4. Studiul comparativ al preselor de debavurat
Presa de Debavurare

Presa cu cadru C

Presa pentru debavurare actionata manual si automat,precum si in cazuri speciale cu un robot.
-Accesibilitate usoara din 3 parti
-Instrument simplu de schimbare
-4 elemente de orientare fixate pe mobil
-Rezistent la uzura si centrale de ungere
-Intretinere usoara
Presa cu sasiu
Presa de debavurare,actionata manual,semi-automat ,automat si cu robot.Potrivite in mod special pentru suprafete mari a pieselor turnate si incarcate descentrat(excentric).
-Construirea unui cadru stabil
-Sunt anexate 4 roluri curente la cilindrul hidraulic
-Rezistent la uzura si centrale de ungere
-Sistem de control proportional hidraulic
-Rezerva de ulei hidraulic montata mai jos de tubul hidraulic
-Comanda Siemens cu interfata grafica a utilizatorului
Oferta de accesorii complete cu toate elementele,este necesara pentru scule,sa aplicatii specifice clientilor in automatizare spre exemplu.
-Atenuare impactului la taiere
-Ajutor pentru montaj si la schimbarea instrumentelor
Presa cu coloane

Este o presa de debavurat manuala si proces complet automat.
Acest tip de presa functioneaza pe 3 sau 4 coloane pe toata marimea.
Presa standard de taiere;
Dizain simplu;
Sistem rigid si stabil de coloane;
Optional a 4-a coloana poate fi dezactivata.
Presa de debavurare cu eliminarea surplusului de material prin cadere de apa, pentru dimensiuni, de la a 9-a marime in sus.

Sistemul de indepartare a materialului este montat pe o papusa si este fixat de presa prin intermediul unei tensiuni ajustabile. Eliminarea piselor finite, se face de catre o foaie de admitere actionata pneumatic. Ulterior, partile sunt transportate in directia dorita. Ajustarea pe verticala este efectuata cu ajutorul unui ax. Sistemul de eliminare prin cadere de apa este echipat cu o teava de esapament.
Presa cu cadrul in miscare
Aceasta presa isi poate muta optional masa de lucru si o poate rotii la un unghi de 180 de grade. Are scopul de a castiga inaltimea pentru robotul de incarcare si sa ofere spatiul dintre nivelul solului si masa inclinata pe diagonala.
Are un desing rigid si nu garanteaza o buna intretinere a componentelor la o productie de 24/7.
O caracteristica principala a presei, ciclul de miscare este elegant si armonios. Toate sistemele de siguranta relevante sunt supravegheate continuu in timpul functionarii.
Avantaje:
-Ergonomic si usor de incarcat
-Incarcare excentrica
-Ciclu scurt de functionare.
Masina de debavurat la suprafata
- Functionare automata cu comanda pneumatica
- Constructie solida
Aer - 60 l/min 6-8bar
Latime - 665 mm
Adancime - 925 mm
Inaltime - 1300 mm
Greutate - 81 kg

Masina de debavurat automata cu 2 freze, 380 V
- Prindere pneumatica
- Unghi de prindere reglabil
- Actionare pneumatica
Putere motor - 1,5Hp
Aer - 60 l/min 6-8bar
Dmax/Dmin/d - 230mm/80mm/32mm
Turatie - 3000 rot/min
Latime - 500 mm
Adancime - 640 mm
Inaltime - 1250 mm
Greutate - 108 kg

Masina de debavurat automata cu 4 freze, 380 V
- sistem de prindere si centrare a coltului, pneumatic
- sistem de schimbare automata a frezelor
Putere motor - 1,5Hp
Aer - 60 l/min 6-8bar
Dmax/Dmin/d - 230mm/80mm/32mm
Turatie - 3000 rot/min
Latime - 500 mm
Adancime - 640 mm
Inaltime - 1250 mm
Greutate - 108 kg

Concluzii
In capitolul I s-a facut studiu bibliografic asupra operatiei de debavurare precum si a diferitelor echipamente ( prese ).
S-a facut un studiu comparativ asupra solutiei constructiv-tehnologice si s-a observat ca fiecare echipament raspunde unei anumite cerinte tehnologice .
Pretul de cost este ridicat si din aceasata cauza a rezultat necesitatea unei noi solutii de prese care sa raspunda unui grad mai mare de universalitate la un pret de cost scazut .
| Contact |- ia legatura cu noi -| | |
| Adauga document |- pune-ti documente online -| | |
| Termeni & conditii de utilizare |- politica de cookies si de confidentialitate -| | |
| Copyright © |- 2025 - Toate drepturile rezervate -| |
|
|
|||
|
|||
|
|||
Lucrari pe aceeasi tema | |||
|
| |||
|
|||
|
|
|||