|






 |  |

| Aeronautica | Comunicatii | Drept | Informatica | Nutritie | Sociologie |
| Tehnica mecanica |
Tehnica mecanica
|
|
Qdidactic » stiinta & tehnica » tehnica mecanica Pregatirea suprafetei pentru depunerea unui strat |
Pregatirea suprafetei pentru depunerea unui strat
Pregatirea suprafetei pentru depunerea unui strat
![]() PREGATIRE MECANICA
PREGATIRE MECANICA
o INDEPARTAREA MECANICA A IMPURITATILOR
TIPURI DE IMPURITATI
Tunder
Oxizi
Stropi Metalici
Metode de indepartare
sablarea
Metoda principala de curatire mecanica este sablarea care este procesul de trecere fortata a unui jet uscat sau umed de particule abrazive peste suprafata metalica in vederea:
a) indepartarii prin abraziune a impuritatilor (rugina, nisip, vopsea);
b) indepartarea bavurilor ramase in urma turnarii;
c) marirea rugozitatii suprafetelor metalice in vederea acoperirii cu straturi de protectie metalice, ceramice sau organice.
materiale abrazive.
Pentru sablarea cu jet uscat
alice de fonta sau fier;
silice;
nisip (de unde si numele de sablare);
dolomita;
piatra ponce;
oxizi (Al2O3);
carburi (carbura de siliciu, etc.);
zguri industriale.
bile de sticla sau material plastic
invelisuri dure ale unor fructe (alune, nuca, etc.).
fluidul purtator AERUL
sablarea in jet umed sunt urmatorii:
alice metalice;
carburi; cuart;
alumina dura (Al2O3);
alice albe (care este un abraziv compus din: 72% SiO2 + 15% Na2O + 9% CaO + 1% Al2O3). El are inalte proprietati de ricosare ceea ce il face extrem de util la sablarea pieselor ce au contur complicat cu locuri greu accesibile;
bile de sticla,
invelis dur de fructe, etc.
Lichidul purtator al abrazivului in procedeul de sablare cu jet umed este apa tratata cu inhibitori de coroziune si agenti de umezire. Apa se trateaza in acest fel pentru a se reduce actiunea sa corosiva si pentru a asigura o umezire completa a tuturor particulelor de abraziv.
slefuire in trepte cu granulatie din ce in ce mai fina
o metoda
slefuire umeda
slefuire uscata
o materiale
cu hirtie abraziva
cu perii
cu benzi
lustruire
Curatirea abraziva face parte din metodele mecanice de curatire a suprafetelor metalice. Curatire primara sau groba.
Tipurile generale de impuritati ce se indeparteaza de pe suprafata metalelor sunt urmatoarele:
1. Compusi pigmentati folosit la procedeele de prelucrare prin tragere;
2. Uleiuri si grasimi nepigmentate;
3. Fluide folosite in procesul de prelucrare prin aschiere;
4. Compusi de polisare;
5. Rugina si tunder;
6. Diversi contaminati (agenti de lepuire, etc.).
In continuare se va prezenta modul de curatire al acestor tipuri de impuritati de pe suprafata metalelor.
Compusi pigmentati de tragere
Cei mai importanti compusi folositi la prelucrarea metalelor prin tragere sunt: litoponul, mica, oxidul de zinc, bentonita, faina de grafit, albul de plumb, sulfura de molibden, sapunurile. Toate aceste materiale sunt foarte greu de indepartat de pe suprafata materialelor metalice din cauza aderentei deosebit de mari pe care aceste materiale o au. Aderenta se datoreaza temperaturii ridicate ce se atinge in timpul tragerii, a timpului de contact al compusului cu suprafata metalica dupa tragere. Din acest motiv de multe ori este necesar ca acesti produsi sa se indeparteze initial prin razuire si apoi prin mijloace chimice.
Procedeele chimice de curatire a produsilor de tragere cu eficacitate buna sunt: curatirea cu emulsii si curatirea alcalina.
Indepartarea uleiurilor si grasimilor nepigmentate
In aceasta grupa intra lubrifianti nepigmentati de tragere, uleiuri de protectie anticorosiva, uleiuri de lubrifiere, uleiuri de calire. Pentru indepartarea acestor produsi chimici se pot aplica o serie de procedee chimice de curatire. Rezultatele excelente se obtin prin curatirea cu emulsii, curatirea alcalina sau curatirea cu solventi.
Indepartarea fluidelor de taiere
Fluidele de taiere se impart in trei categorii principale:
|
1. Uleiurile minerale sulfurate, uleiuri grase, uleiuri minerale clorurate, uleiuri minerale clorurate si sulfurate;
2. Uleiuri solubile aditive cu sulf si agenti de umectare;
3. Fluide "chimice" de taiere care sunt solubile in apa si care actioneaza ca agent de curatire. Aceste fluide contin sapunuri, amine, alcooli grasi sulfonati, saruri ale sulfonatilor, saruri ale sulfonatilor alchilici si aromatici, etc.
In mod obisnuit toti acesti agenti se curata usor fie cu apa calda, fie cu solutii alcaline sau in bai de solventi in emulsie.
Indepartarea compusilor de polisare
Produsii de polisare se impart in trei categorii principale:
1) Lichizi - uleiuri minerale; emulsii ulei - apa, uleiuri minerale sau vegetale cu abrazivi.
2) Semisolizi - pe baza de uleiuri cu abrazivi si emulsii pe baza de apa cu abrazivi si agenti de dispersie.
3) Solizi - grasimi cu acid stearic, acizi grasi hidrogenati, gliceride hidrogenate, petrolatumuri, combinatii ce produc materiale saponificabile sau nesaponificabile, toate cu abrazivi.
Produsii lichizi se curata cu solutii alcaline la care se adauga si surfactanti atunci cand utilizarea lor este justificata economic.
Produsii semisolizi se indeparteaza prin spalare puternica in solutii alcaline care contin surfactanti.
Produsii solizi se indeparteaza prin razuirea si curatire alcalina sub forma de emulsie (jet puternic) sau spalare alcalina electrolitica.
Indepartarea ruginii si tunderului
Produsii de coroziune si tunderul de pe piesele de otel se indeparteaza prin:
a) curatire abraziva (sablare);
b) decapare in acizi;
c) decapare in alcooli;
d) curatire in bai de saruri topite.
Produsii extrem de aderentii se curata de pe metale si prin ardere cu flacara.
![]() PREGATIRE CHIMICA
PREGATIRE CHIMICA
o Degresarea
o Decaparea
o Lustruirea
Prin curatire chimica se pot obtine suprafete metalice cu un inalt grad de puritate (adica suprafete lipsite aproape total de impuritati).
In cadrul procesului de curatire chimica distingem termenul de detergenta care se refera la efectul de curatire ce se obtine in sisteme ce au urmatoarele caracteristici:
1. Curatirea este realizata cu ajutorul unui mediu lichid care se numeste baie de curatire sau baie de degresare (daca impuritatile sunt grasimi);
2. Curatirea se realizeaza ca urmare actiunii de emulsionare, saponificare, dizolvare si dispersie a baii. De subliniat ca o curatire chimica se bazeaza in principal pe actiunea fortelor interfaciale dintre substrat (materialul ce se curata), impuritate (murdarie) si baie. Aceste forte opereaza pentru a slabi legatura dintre substrat si impuritate facilitand astfel indepartarea impuritatilor de pe suprafata.
Cu toate ca apa este o baie de curatire eficienta in procesul de indepartare a multor impuritati de pe suprafetele metalice, in toate cazurile practice, sistemele detersive (baile de curatire chimica) contin constituenti speciali numiti detergenti care maresc enorm efectul de curatire al apei. Mentionam aici ca cele mai raspandite bai de curatire chimica sunt bai apoase, dar se folosesc si bai neapoase mai ales bai pe baza de solventi organici.
Procedura de curatire chimica include urmatoarele operatiuni:
1. Se aplica baia in cantitate suficienta peste suprafata murdara (impurificata) in mod obisnuit prin imersia substratului in baie sau prin alte procedee ca: stropirea substratului cu solutie de curatire, tamponarea sa cu burete imbibat cu solutie de curatire sau aplicarea bai sub forma de jet pe substrat.
2. Prin actiune mecanica sau hidraulica suprafata metalica este "spalata" de impuritati adica sunt separate de substrat si izolate de acesta prin actiunea baii. Impuritatea poate sau nu poate forma dispersie stabila in baie. Precizam ca este esential sa produca izolarea impuritatii de substrat in aceasta etapa.
3. Substratul este indepartat din baia saturata cu impuritati si este spalat (clatit) de mai multe ori cu solventi curati). In acest proces este necesar ca impuritatile sa fie separate de substrat deoarece in timpul spalarii impuritatile au tendinta sa reprecipite pe substrat.
4. Dupa clatire substratul curat este uscat printr-un procedeu adecvat.
Constituentii bailor de curatire chimica
Asa cum am aratat si mai inainte baile de curatire chimica sunt de doua tipuri. Un prim tip de baie are drept constituent principal apa in care sunt dizolvate substante organice sau anorganice sau se disperseaza sub forma de emulsie un solvent organic. Al doilea tip de baie are drept constituent un solvent organic cu mare putere de dizolvare a impuritatilor.
In baile de solutii apoase componentul principal este amestecul de substante dizolvate, amestec ce se numeste detergent. In mod obisnuit termenul de detergent are un sens restrans la o grupa de substante organice cu activitate superficiala numite surfactanti, care au o mare putere detensiva (de curatire).
In cazul materialelor metalice si a materialelor ceramice curatirea chimica poate sa se faca foarte bine cu bai care nu contin in mod obligatoriu surfactanti. Se cunosc urmatoarele tipuri de bai pe baza de apa:
Bai alcaline de curatire
Asa de exemplu se folosesc baile alcaline de curatire (sau de degresare). Aceste bai se folosesc pentru indepartarea impuritatilor uleioase semisolide de pe suprafata metalica. Ele sunt constituite asadar din apa a carei putere de curatire este crescuta cu ajutorul unor substante care au un caracter detersiv ca de exemplu: carbonatul si bicarbonatul de sodiu. Aceste substante au alcalinitate slaba, au actiune de "tampon" adica mentin constant pH-ul baii de curatire. Fosfati alcalini (tripolifosfatii, pirofosfatii, etc.) au caracter slab alcalin, sunt buni detergenti, buni dispersanti, au putere emulgatoare si sunt agenti de floculare (agregare). Silicatul de sodiu este un bun emulgator la pH = 9, are putere de tamponare a solutiei. Hidroxidul de sodiu este o substanta alcalina foarte puternica. Are o mare putere de saponificare a uleiurilor si grasimilor.
Mecanismul indepartarii impuritatilor uleioase de pe suprafata metalelor in baile alcaline este urmatorul:
1) Datorita caracterului alcalin al baii, uleiurile si grasimile se saponifica asa cum se arata in reactia de mai jos:
![]()
Saponificarea este un proces lent si incomplet. Uleiul saponificat trece usor in solutie apoasa.
2) Emulsifierea. Impuritatile uleioase lichide sunt trecute sub forma de emulsie in baia alcalina printr-un procedeu simplu de agitare a baii sau de curgere fortata a baii pe suprafata impurificata.
Gradul de indepartare a impuritatilor depinde de taria legaturii dintre impuritatea lichida si suprafata metalica.
Diferite studii si cercetari au aratat ca la contactul dintre apa (baie) ulei (impuritati) - suprafata metalic, impuritatea se gaseste atasata de suprafata metalica sub forma unor picaturi care au un anumit unghi de contact q fata de metal. Dupa cum acest unghi de contact este mai mare sau mai mic decat 90 , impuritatea poate fi indepartata greu sau usor de pe suprafata metalica. Modelul ruperii picaturilor de impuritati uleioase de catre curentii hidraulici este prezentat mai jos.
II.
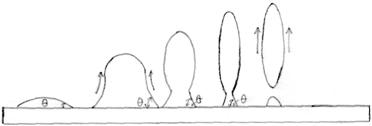
Modelul ruperii incomplete a picaturii de ulei de catre curentii hidraulici (aratata de sageti). Unghiul de contact q ramane totdeauna mai mic decat 90 q < 90 ). Se observa ca pe suprafata ramane atasata o picatura mica.
III.

Modelul ruperii complete a picaturii de ulei de catre curentii hidraulic. Unghiul de contact q > 90 . Pe suprafata metalica nu raman picaturi mici de ulei. Rolul detergentilor si mai ales al sulfactantilor care sunt substante organice superficial active (micsoreaza tensiunea superficiala a solventului) este acela de a mari unghiul de contact al picaturilor de impuritate fata de metal si astfel de a usura efectuarea unei indepartari complete a impuritatii de ulei de pe suprafata metalica. Dupa indepartare picaturile pot sa emulsioneze in apa.
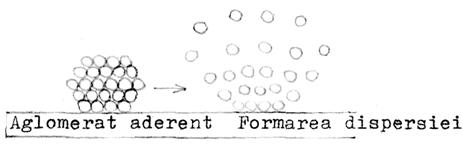
3) Dispersia. Impuritatile grase solide sunt indepartate de pe suprafata metalica printr-un proces de dispersie a lor. Particulele dispersate pot forma suspensii cu baia de curatire. Modelul procesului de dispersie este aratat mai jos.
4) Agregarea sau flocularea. Baia care contine impuritatile luate de pe suprafata metalica sub forma de emulsie sau dispersie poate fi purificata printr-un proces de agregare sau floculare (adica de precipitare a lor). Acest proces de separare a impuritatilor din baia de curatire trebuie sa aiba loc departe de suprafata metalica.
Agregarea sau flocularea se produce prin procedee de spargere a emulsiilor si distrugere a dispersiilor solide.
Baile de curatire alcalina pot folosi si alti componenti (cianuri, gluconat, etc.) si in acelasi timp pentru marirea agitatiei mecanice se utilizeaza si un curent de electroliza. Acestea sunt baile alcaline electrolitice cu o mare putere de curatire.
Baile de emulsie. Curatirea cu emulsii este procedeul de indepartare a impuritatilor grase de pe suprafata metalelor prin folosirea unui solvent organic emulsionat in apa cu ajutorul unui emulsionant. Baile de emulsii de solventi in apa pot fi: monofazice stabile (emulsii stabilite cu emulgator), monofazice instabile si solutii multifazice apa - solvent. Ca solventi organici se folosesc hidrocarburi clorurate care sunt neinflamabile.
Baile de solventi neaposi. Curatirea in bai de solventi neaposi este procedeul de indepartare a impuritatilor prin dizolvarea lor intr-un solvent organic, petrol, benzina, hidrocarburi clorurate (clorura de metilen, tricloretan, percloretilena, triclorotrifluoretan, tetraclorura de carbon, etc.) sau benzen, toluen, alcool, cetone, etc. Aceste substante sunt toxice si inflamabile (hidrocarburile clorurate nu sunt inflamabile dar sunt toxice). curatirea se face prin imersia in baia lichida de solvent sau mai bine prin suspendare in vaporii de solvent (evident in incinte ermetic inchise).
Curatire acida. Este procesul prin care o solutie apoasa sau neapoasa a unui acid mineral, acid organic sau a unei sari acide in combinare cu un detergent se foloseste pentru indepartarea de oxid sau amestec de oxizi cu impuritati grase de pe suprafata metalelor. Se folosesc in acest scop solutii de acid cromic (acid sulfuric) acid fluorhidric pentru curatirea otelurilor inoxidabile sau amestecuri de acid clorhidric si acid sulfuric pentru curatirea otelurilor.
Acizii organici ca acidul citric, tartric, acetic, oxalic, gluconic sau sarurile acide cu: persulfat de amoniu, etc. se pot folosi impreuna cu apa sau cu solventi neaposi ca: etilenglicol, monobutileter si detergenti, agenti antispumanti, inhibitori de coroziune, pentru constituirea unor bai de curatire.
Caracteristica bailor acide de curatire este ca ele au un caracter corosiv fata de baile alcaline, dar atacul corosiv este mult mai slab decat baile de decapare.
Baile de decapare au drept scop indepartarea chimica a oxizilor de pe suprafata metalelor. Aceasta operatie se face prin imersarea piesei sau a metalului in baia acida.
Fe2O3 + 3H2SO4 Fe2(SO4)3 + 3H2O;
Fe2(SO4)3 + 2H 2FeSO4 + H2SO4
Baile acide de decapare au compozitie variabila si functioneaza la temperaturi diferite. Baile de decapare cele mai folosite in constructia de masini sunt baile de acid fluorhidric 15 - 20% sau de acid sulfuric 31% cu adaos de inhibitor de coroziune pentru a impiedica dizolvarea metalului si degajarea hidrogenului care ar putea difuza in masa metalului producand astfel dificultati mari proceselor de finisare care urmeaza dupa decapare. Timpul de decapare este de la cateva secunde pana la cateva minute. Decaparea se poate face si electrolitic (catodic sau anodic).
Bai de saruri topite pentru curatirea oxizilor extrem de aderenti. Sunt bai cu saruri topite (la temperaturi ridicate) care au ca scop indepartarea oxizilor extrem de aderenti si care nu pot fi indepartati in baile de decapare cu acizi. Baile cu saruri topite contin hidroxid de sodiu + hidrura de sodiu (baia reducatoare) sau hidroxid de sodiu + nitrat de sodiu + clorura de sodiu (baia oxidanta).
![]()
Slefuirea
Este operatia de indepartare a neregularitatilor si de obtinere a unei suprafete fin prelucrate.
Slefuirea primara
Se realizeaza de regula mecanic cu masini de mare performanta. Materialul lemnos se uda si apoi este trecut odata sau de doua ori in functie de natura reperului. Pentru finisaje interioare este suficienta o singura trecere pentru cele exterioare doua. Canturile se slefuiesc cu masini speciale.
Finisarile se realizeaza manual: slefuiri maniale, incleieri, ajustari, corecturi, montarea partiala a fierariei.
Finisarea prin slefuire se realizeaza fie manual fie cu masini principiali asemanatori cu cele de la slefuirea pieselor metalice, adica masini cu disc, cu banda, cu cilindrii.
-slefuirea se face in lungul fibrelor, altfel se scamosaza suprafata si aspectul este neestetic.
-viteza de slfuit este f importanta de regula se lucreaza la viteze cuprinse intre 12-24ms-1, iar presiunea asupra suprafetei trebuie sa fie constanta in timp si uniform distribuita.
-la slefuirea manuala hirtia sau pinza abrazive se prinde pe un calup care are forma negativului piesei profilate.
-slefuirea se realizeaza in mod gradat pornind cu material abraziv de granulatie mai mare , care indeparteaza neregularitati mari si treptat se reduce granulatia abrazivului , pina la dimensiuni micrometrice care realizeaza suporafete foarte fine.
De exemplu panourile furniruite
o Initial se slefuiesc cu granulatie 25 (60) scoate hirtia gumata de la imbinarea furnirului
o 80 si 100
o pentru a preintimpina umplerea porilor cu apa , aceasta se intinde cu un burete sau cu o pinza pe suprafata.
o Se usuca
o Se slefuiesc cu 120 furnirul si cu 150 piese din lemn masiv (slefuirea scamei sau scoaterea porilor)
Calitatea slefuirii depinde de : granulatia abrazivului, natura lemnului (duritatea sa) presiunea si viteza de lucru. Slefuirea finala se face cu viteze mai mari pina la 30ms-1. Slefuirea pieselor curbe de dimensiuni mici se realizeaza cu masini cu tamburi flexibili cu arc care permit mularea in toate planurile.
| Contact |- ia legatura cu noi -| | |
| Adauga document |- pune-ti documente online -| | |
| Termeni & conditii de utilizare |- politica de cookies si de confidentialitate -| | |
| Copyright © |- 2025 - Toate drepturile rezervate -| |
|
|
|||
|
|||
|
|||
Documente online pe aceeasi tema | |||
|
| |||
|
|||
|
|
|||