|






 |  |

| Aeronautica | Comunicatii | Drept | Informatica | Nutritie | Sociologie |
| Tehnica mecanica |
Tehnica mecanica
|
|
Qdidactic » stiinta & tehnica » tehnica mecanica Mecanismul motor - constructia, functionarea si evolutia mecanismul motor |
Mecanismul motor - constructia, functionarea si evolutia mecanismul motor
MECANISMUL MOTOR - CONSTRUCTIA, FUNCTIONAREA SI EVOLUTIA MECANISMUL MOTOR
I. Constructia si functionarea mecanismul motor
I.1 Rolul mecanismului si componenta mecanismului motor
I.2 Organele fixe ale mecanismului motor
I.3 Organele mobile ale mecanismului motor
II. Evolutia mecanismului motor
I. Mecanismul motor
I.1 Rolul si partile componente
Mecanismul motor (numit si mecanismul biela-manivela sau manivela-piston), transforma miscarea de translatie a pistonului, obtinuta prin arderea amestecului carburant, in miscare de rotatie continua a arborelui cotit.
Partile componenete ale mecanismului motor sunt:
organele fixe: blocul motor1, chiulasa 2, cilindrii 7, colectorul de admisie si colectorul de evacuare, semicuzinetii lagarului palier 10
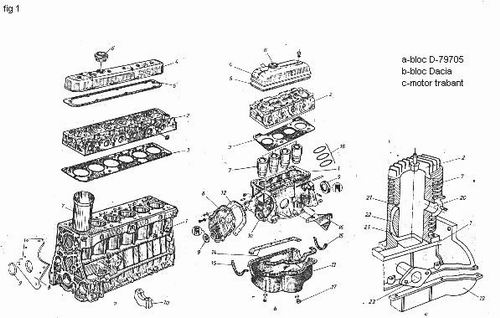
organele mobile: pistonul 1 segmentii 2, boltul pistonului 3, biela 4, semicuzinetii lagarului de biela 5, arborele cotit 6, volantul 8 si amortizorul oscilatiilor 9

I.2 Organele fixe ale mecanismului motor
Blocul motor constituie scheletul motorului, fiind prevazut cu brate sau locasuri pentru suportul de fixare pe cadrul automobilului.
Constructiv este format din blocul cilindrilor (in partea superioara) si carterul (in partea inferioara); poate fi sub forma unei piese compacte (autocamioane Roman, Iveco, Mercedes, Volvo sau autoturismele Dacia, Fiat Skoda, Peugeot, Volkswagen) chiar daca la unele din ele este amplasat transversal fata dde axa longitudinala a automobilului sau demontabil, cum ar fi motorul M 036 Oltcit Club sau Trabant.
Se obtine prin turnare din fonta cenusie cind cilindrii sunt demontabili (amovibili) sub forma de camasi de cilindru (motoarele D-79705 autocamion Roman, Dacia 1300), sau din fonta aliata pentru motoarele cu cilindrii turnati cu blocul (Fiat, Lada). La unele autoturisme blocul motor poate fi turnat din aliaje de aluminiu (Skoda si cum vom vedea mai tirziu in lucrare si la alte automobile).
La autoturismul Oltcit, cilindrii sunt turnati din fonta cu aripioare de racire, iar carterul, este turnat din aliaj de aluminiu, sub presiune.
Dupa turnare, blocul motor se prelucreaza in interior si exterior pentru asanblarea diverselor componente ale motorului.
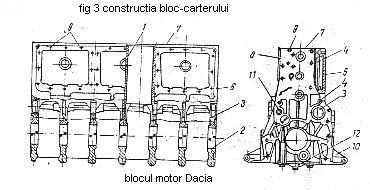
Blocul motor este prevazut cu locasuri interioare ale cilindrilor 1, cu pereti verticali despartitori ale lagarelor paliere pentru arborele cotit2 (formate din doua parti - jumatate solidara cu blocul si cealalta sub forma de capac asamblat cu suruburi); lagarele pot fi cu cuzineti sau rulmenti (Trabant, Wartburg, la care capacele nu mai sunt separate, ci solidare cu carterul inferior). Numarul lagarelor paliere este determinat in general de numarul de cilindrii dupa formula n+1 (7 pentru motorul D-797-05, 5 pentru motorul 102.00), plasate in partea inferioara a peretilor despartitori ai cilindrilor, pentru rigidizarea blocului; sunt insa si exceptii (si aceste exceptii fac in prezent 'regula jocului'), unde numarul acestora poate fi = n-1, - 3 lagare paliere la Oltcit, 3 lagare cu rulmenti la Wartburg sau chiar diferit (la motorarele moderne in W). Locasurile 3 sunt destinate pentru algarele arborelui cu came (sub forma de bucse presate). De remarcat este faptul ca locasurile paliere ale arborelui cotit si cele ale arborelui cu came se realizeaza simultan in carter pentru a asigura coaxialitatea lor.
Canalele 4 sunt destinate circulatiei uleiului, iar canalele 5 pentru circulatia lichidului de racire; de asemenea sunt prevazute locasurile 11 pentru tacheti, iar in partea anterioara carterul 6 prin capacul 8, inchide angrenajul distributiei; aripile laterale 10, sunt destinate fixarii blocului pe cadrul automobilului. La Dacia suporturile laterale sunt demontabile, din tabla, pentru montarea motorului pe caroserie. In toate cazurile se folosesc suporti elastici, din cauciuc.
Partea posterioara a blocului este prelucrata plan incit sa permita montarea prin suruburi a carterului ambreiajului.
Partea inferioara este de asemenea prelucrata plan, pentru asamblarea cu suruburi a baii de ulei, etansata prin garnitura sau mastic siliconic.
Prelucrarea plana a partii superioare 7 a blocului, asigura montarea cu suruburi sau prezoane a chiulasei 2, prin intermediul unei garnituri de etansare.
In interiorul blocului sunt amenajate prin turnare si apoi uzinate alte locasuri speciale pentru asamblarea diverselor subansambluri sau piese - ruptor distribuitor, filtru de ulei, pompa de ulei, pompa de injectie, etc.
Blocul motor este de o mare diversitate constructiva, avind forma adaptata dupa pozitia cilindrilor fata de axa longitudinala, astfel:
Grosimea peretilor blocului variaza in functie de solicitarea dinamica respectiva (la MAC mai mare ca la MAS). Pentru rigidizare sunt realizate din turnare, nervuri interioare.
La autoturismul Oltcit Club blocul mototr are o constructie deosebita; cei patru cilindri ai motorului, din fonta aliata, prevazuti cu aripioare de racire, separati intre ei, sunt montati orizontal pe carterul comun, turnat din aliaj de aluminiu sub presiune; acesta are planul de separatie vertical iar etansarea celor doua semicartere, care includ si baia de ulei, se face cu solutie speciala (Locktite). Carterul este prevazut cu aripi de fixare a motorului prin intermediul a trei suporturi elastice.Pentru lagarele arborelui cotit blocul este prevazut cu trei locasuri.
O constructie deosebita are si carterul motorului D2165 HMU 8, ce echipeaza autobuzele DAC - motorul fiind montat sub podea, orizontal, avind dispusa o alta asamblare a anexelor (pompa, tubulatura de admisie, compresor de aer, etc); baia de ulei este plasata lateral iar pentru captarea uleiului ce se scurge din circuit, este prevazut cu doua cuva speciale in partea inferioara - fata de carterul motorului D2156 HMN 8 (fig 1 a) de pe camionul Roman.

Cilindrii
Cilindrul 7 (fig 1 si 4), realizeaza spatiul de lucru pentru desfasurarea ciclului motor, in interiorul lui deplasindu-se linear pistonul. Cilindrii
pot fi turnati odata cu bloc carterul (inamovibili-Lada si Fiat), sau demontabili (amovibili), ca la majoritateea motoarelor moderne, sub forma de camasi de cilindru 3; se obtin prin turnare, din fonta aliata prelucrati fin la interior (oglinda motorului), iar cei amovibili au fost prevazuti la exterior cu canale (sau prelucrare speciala), destinate montarii inelelor de etansare a camasilor de racire, din cauciuc, hirtie sau cupru.
Motoarele racite cu aer au prevazute aripioare pentru marirea suprafetei de contact cu aerul de racire (Oltcit, Trabant). O remarca pentru automobilul Oltcit Special - care are doi cilindrii orizontali - cilindrii au depus pe suprafata interioara, electrolitic, un strat de Nikasil (nichel-crom-cobalt-siliciu), cu grosimea de cca. 0,1 mm, pentru a mari rezistenta la uzura si a micsora jocul dintre piston si cilindru, respectiv pentru cresterea fiabilitatii.
Cilindrii nedemontabili sunt de tip umed, iar camasile demontabile pot fi uscate (D-2156HMN8) sau umede (in contact cu apa de racire), la cea mai mare parte a motoarelor (D 79705, ARO-L25, Dacia, etc).
La motoarele in doi timpi, cilinndrii au prevazute ferestre speciale de baleiaj - pentru admisia si evacuarea fluidului motor.
Camasile de cilindri amovibile se monteaza in bloc prin presare, avind suprafete de ghidare in acest scop. Denivelarea gulerului fata de suprafate superioara a blocului motor este asigurata prin garnituri (Dacia 1310) sau prin ghidarea etansa pe scaunele respective; aceasta denivelare poate fi deasupra blocului (D 79705, Dacia1310, ARO-L25), sau sub planul de asamblare a blocului cu chiulasa (D 2156 HMN 8), asigurind o buna etansare la stringerea chiulasei. Numerotarea cilindrilor se face, in general, incepind de la volant. Foarte important este respectarea ovalitatii si conicitatii alezajului cilindrilor, dupa prelucrarea finala.
Numarul cilindrilor este in general par (6 in linie pentru D 797-05, D-2156 HMN 8, 8 in V pentru SR 211, 6 in V pentru D 2156 MTN 8R al camionului DAC, 4 in linie pentru Dacia, Skoda, Fiat, etc), dar poate fi si impar 3 sau 5 ( 5 la Audi 200 Turbo, Mercedes).
|
Chiulasa (fig5), acopera cilindrul, realizind impreuna cu pistonul spatiul de lucru inchis al fluidului motor. Se confectioneaza prin turnarea din fonta aliata ( D-797-05, D2156 HMN 8, ARO) sau din aliaje de aluminiu (Dacia 1310, Skoda, Fiat) si poate fi comuna pentru toti cilindrii sau divizata - grupata pentru 1, 2 sau mai multi cilindri (la motoarele moderne in V sau W.
Chiulasa seste prevazuta la partea inferioara cu cavitatile 1, care formeaza impreuna cu pistoanele la PMI camerele de ardere. Forma lor este diferita dupa tipul motorului.
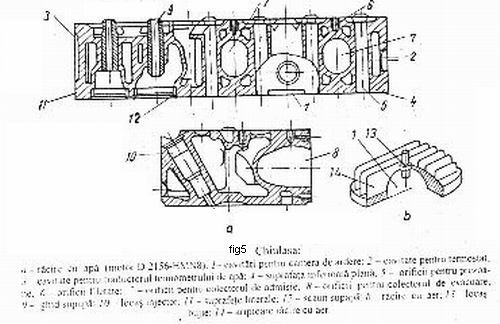
Unele motoare au camera de ardere plasata partial in chiulasa si partial in capul pistonului, iar altele numai in capul pistonului sau in chiulasa, cu forme arhitectonice diverse. In partea anterioara, chiulasa are o cavitate 2, pentru termostat, iar in partea posterioara 3 sau laterala, pentru traductorul termometrului de apa, Orificiile pentru apa ale chiulasei coincid cu cele din bloc, in vederea asigurarii circulatiei lichidului de racire din bloc in chiulasa.
Este prelucrata la partea inferioara 4, perfect plan pentru etansarea la asamblarea cu blocul cilindrilor, etansare asigurata de garnitura de chiulasa. Montarea chiulaseai se face prin buloane sau prezoane 5, care se string intr-o anumita ordine, incepind de la centru spre exterior (in cruce sau circular). Partea superioara este prelucrata si prevazuta cu orificii filetate 6, pentru asamblarea suportilor axei culbutorilor, care vor fi protejati de un capac din tabla sau turnat din aliaj de aluminiu, etansat cu chiulasa printr-o garnitura; de obicei capacul culbutorilor este prevazut cu un orificiu cu buson pentru alimentarea cu ulei a motorului. Lateral, chiulasa se prelucreaza si permite montarea colectorului de admisie 7 si evacuare 8, etanse prin intermediul unor garnituri termoplastice.
Chiulasa are de asemenea o serie de locasuri cum sunt cele pentru ghidurile supapelor 9; acestea sunt executate din fonta, asamblate prin presare.
La MAC, chiulasa are orificii pentru plasarea injectoarelor 10 iar la unele motoare, orificii filetate pentru bujiile incandescente (ARO, D 127 si L-27, Mercedes). La MAS, are orificii filetate pentru bujii. La motoarele cu injectie de benzina, chiulasa este prevazuta cu orificii speciale pentru injectoarele de benzina.
Chiulasa motorrelor in 4 timpi, cu supapee in cap, au in partea inferioara locasurile scaunelor de supapa 12, inamovibile la cele din fonta, sau amovibile sub forma unor inele din fonta sau otel, montate prin fretare. Scaunele sunt prelucrate pe o adincime de 1,2 - 1,4 mm, la 450, pentru asigurarea suprafetei de etansare cu contrascaunele supapelor, la asamblarea lor. Numarul scaunelor de supapa este in general cite doua pentru fiecare cilindru, dar poate fi si mai mare la motoarele moderne (3 pina la 5).
Garnitura de chiulasa (fig 6) asigura etanseitatea intre blocul de cilindri si chiulasa pentru evitarea scaparilor de gaze, apa, ulei; ea trebuie sa aiba proprietati termoplastice, sa permita transmiterea caldurii, sa fie rezistenta la presiunea gazelor. Grosimea ei este de 1,3 - 4 mm iar forma copiaza forma chiulasei, fiind prevazuta cu orificii corespunzatoare.

Se confectioneaza din clingherit sau azbest grafitat cu sau fara insertie metalica, azbest imbracat cu foite subtiri din tabla de cupru sau alama, mai rar din aluminiu.
Orificiile pentru cilindri, uneori si a celor pentru circulatia lichidelor sunt armate cu tabla de cupru alama sau aluminiu.
Colectoarele de admisie si evacuare sunt fixate pe chiulasa.
Colectorul de admisie conduce aerul sau amestecul carburant la supapele de admisie prin canalele din chiulasa, asigurind o repartitie uniforma in cilindri si omogenitate (pentru amestecul carburant). Pentru preincalzire, colectorul are o regiune de contact cu colectorul de evacuare, in forma de T, formind pata calda. La unele constructii, exista o clapeta de reglare a gazelor de evacuare in regiunea petei calde.
Colectorul de evacuare asigura evacuarea gazelor de ardere printr-o destindere si racire rapida. La colector sunt racordate teava si toba de esapament.
Ambele colectoare pot fi montate pe aceeasi parte a chiulasei, sau la unele motoare fluxul este transversal (colectoarele sunt plasate de o parte si de alta a chiulasei - Mercedes 190, D 797-05).
I.3 Organele mobile ale mecanismului motor
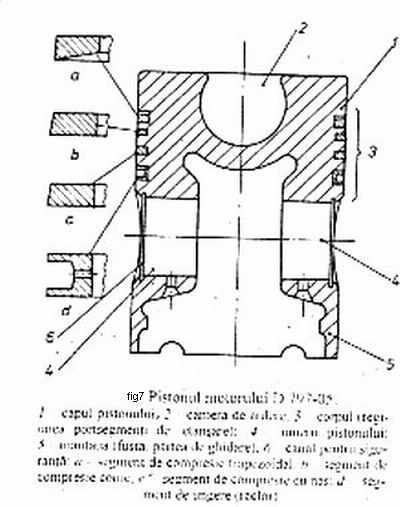
Pistonul (fig 7) asigura realizarea fazelor ciclului motor, prin miscarea de translatie rectilinie alternativa in cilindru. Formeaza peretele interior ce inchide camera de ardere, suporta presiunea gazelor arse la destindere, presiune ce-i imprima deplasarea lineara pe care o transmite la biela si de aici la arborele cotit. Participa la evacuarea gazelor arse si asigura pelicula de ulei de pe suprafata de lucru a cilindrului. Mai are si rol de etansare a camerei de ardere, impreuna cu segmentii si de evacuare a caldurii.
La motoarele in doi timpi, are si rol de ogan de distributie, prin deschiderea inchiderea ferestrelor de admisie si evacuare din cilindru.
Se confectioneaza din aliaje de aluminiu cu siliciu pentru a corespunde cerintelor.
Durabilitatea pistoanelor se poate mari prin tratamente termice, iar rezistenta la uzare prin protejarea suprafetei exterioare (cositorire, grafitare, eloxare) cu un strat poros ce retine uleiul.
Partile componente ale pistonului sunt: capul pistonului 1, cu camera de ardere 2 (numai la MAC), corpul 3 (regiunea port segmenti), umerii 4, si mantaua 5 (partea de ghidare).
Intre piston si cilindru este necesar un anumit joc pentru asigurarea deplasarii libere a pistonului in cilindru. Acest joc produce eventuale 'batai' la rece (daca este prea mare) sau 'gripari' la cald (daca este prea mic). Constructiv, se folosesc diverse solutii pentru micsorarea acestui joc pina la valoarea minima posibila, ca: executarea de taieturi pe manta, incorporarea de placute din otel sau otel invar in umerii pistonului - numite pistoane autotermice (ARO, Oltcit), orificii diferite limitind dilatare in zona bosajelor.
Jocul optim intre fusta pistonului si cilindru este de 0,03 - 0,06mm (MAS) si de 0,11 - 0,18 mm (MAC).
Forma pistonului este tronconica, cu diametrul mai mic in partea capului, pentru ca dilatarea este mai mare datorita temperaturii mai ridicate in timpul functionarii. Temperaturile de lucru variaza intre 300-5000C in partea superioara si 150-2500C la manta. Dilatarea este mai mare in zona bosajelor, datorita aglomerarii de material, motiv pentru care prelucrarea se face cu degajari in dreptul umerilor, iar mantaua de forma eliptica (cu diametrul mare perpendicular pe axa boltului). Astfel, in timpul lucrului, pistonul va capata o forma cilindrica, iar solicitarile vor fi repartizate uniform.

Capul pistonului are diferite formme (fig 8): plata (a), concava (c) sau convexa (b), convexa profilata (d), concava profilata (g,h), cu adincitura (i,j,k,l,m).
Motoarele cu aprindere prin compresie, au in general, camera de ardere plasata in capul pistonului, avind peretele mai gros pentru sporirea rezistentei (D 797-05, D2156 HMN). Forma capului pistonului depinde si de raportul de comprimare, forma camerei de ardere, pozitia supapelor.
Unele pistoane (D-797-05 si D2156 HMN) au in canalul primului segment de compresie, incorporat, circular, din turnare, un inel de otel, deoarece materialul din dreptul acestui canal isi pierde usor duritatea.
Dupa prelucrare, pistoanele se sorteaza pe grupe dimensionale (inclusiv alezajul boltului) si dupa greutate, neadmitindu-se la acelasi set diferente mai mari de 5g intre ele. Ele poarta un marcaj pe cap, de care se tine seama pentru orientare la montaj in cilindri.
Pistoanele se sorteaza impreuna cu cilindrii motorului, pe grupe de dimensiuni cu aceleasi tolerante, formind seturi complete de motor (inclusiv bolturile si segmentii respectivi).
La unele pistoane, alezajul pentru bolt este decalat spre stinga axei cilindrului, in sensul opus celui de rotatie a motorului entru reducerea cuplului de basculare a pistonului si micsorarea batailor lui pe cilindru (1mm la Dacia 1310; 1,7 mm la ARO).
Corpul pistonului este prevazut cu 2-3 canale pentru segmentii de compresie si un canal pentru segmentul de ungere, care are si orificii pentru scurgerea uleiului raclat de pe cilindrii, in baia de ulei.
Deasupra primului canal al segmentului de compresie, unele pistoane au un prag de foc sau un canal termic de preetansare. In general, pistoanele sunt interschimbabile, dar la Oltcit se pot inlocui intre ele numai pe aceeasi parte a motorului, fiind marcate in acest sens cu literele g-stinga si d-dreapta (gauche et droite).
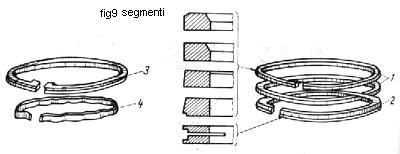
Segmentii (fig 9) sunt piesele inelare care, datorita elesticitatii lor apasa asupra cilindrului, asigurind etansarea cu pistonul. Se monteaza in canalele din zona port segment si sunt: de compresie 1, cu rol de etansare intre piston si cilindru, si de ungere (raclori) 2, pentru razuirea si evacuarea excesului de ulei de pe peretii cilindrilor.
Pentru a impiedica patrunderea uleiului in camera de ardere, segmentii raclori sunt prevazuti cu orificii care corespund cu cele din piston.
Se confectioneaza din fonta aliata, iar cei de ungere pot fi din tabla de otel, in forma de U, cu fante tip U-Flex (Oltcit ,Citroen).
Segmentii de compresie in numar de doi pentr MAS si trei pentru MAC, se monteaza in canalele din partea superioara a capului pistonului, iar cel de ungere (uneori doi), sub cei de compresie, in canalul prevazut special cu orificii pentru scurgerea uleiului raclat in carterul inferior.
La unele motoare, pentru o buna etansare, segmentii de ungere sunt prevazuti cu arcuri expandoare 4, cu actiune axiala si radiala.
De asemenea, pentru ca segmentii sa poata fi montati in capetele pistonului, pentru etansare cu cilindrul si pentru compensatii termice,, sunt prevazuti cu taieturi numite 'fante'. Forma fantelor depinde de tipul motorului (dreapta, inclinata sau in Z). In stare liberaa, fantele sunt de (0,1-0,14)D (unde D este diametrul segmentului), iar in timpul functionarii fanta devine (0,004-0,005)D.
Ca forma primul segment de foc este, de obicei, cu sectiunea dreptunghiulara sau trapezoidala, al doilea cu sectiune tronconica, iar al treilea segment (MAC) este de tipul cu 'nas', avind o degajare in partea inferioara cu proprietati de razuire a uleiului.
Ei lucreaza in conditii de temperatura diferita (200-300 0C pentru segmentul de foc si 100-2000C pentru ceilalti segmenti).
La montaj, segmentii se aseaza cu fantele decalate (cu un unghi ce depinde de numarul segmentilor) pentru a evita pierderile de compresie.
Boltul pistonului (fig10) face legatura articulata intre pistonul 1 si biela 3, fiind solicitat la incovoiere si flambaj.

Boltul are forma tubulara, cilindrica (uneori inegala) si se confectioneaza din otel aliat sau otel carbon caruia i se aplica tratament termic de cementare si caliresuoerficiala CIF, iar pentru obtinerea unei suprafete netede se rectifica. In acest fel, suprafata exterioara devine dura, rezistenta la uzare, iar miezul, moale si tenace, rezistent la socuri. Se admite conicitate si ovalitate de 0,003mm. Are un regim termic de lucru ridicat (80-1000C) si conditii de ungere dificile; ungerea se face prin stropire cu uleiul scapat din lagarul bielei sau venit prin canalul 5 din corpul bielei.
Modul de asamblare articulata a boltului cu biela poate sa fie: 'fix in umerii pistonului si articulat in bucsa bielei 6', 'fix in biela si liber in umerii pistonului' si 'flotant' (liber si in biela si in umerii pistonului - caz in care se asigura cu sigurante).
Inainte de montare, pistonul se incalzeste uniform in instalatii speciale (pentru evitarea tensiunilor interne), dupa care boltul se preseaza. Jocul sau stringerea la montare intre bolt si piston sau biela este foarte mic-0,002-0,008mm; la cele fixe in piston exista stringere de -0,02-0,04mm.
Biela (fig 11) asigura legatura cinematica intre boltul pistonului si arborele cotit (prin fusul maneton), transformind astfel miscarea de translatie a pistonului in miscare de rotatie la nivelul arborelui cotit.

Datorita solicitarilor termo-dinamice, i se impune o conditie de rigiditate deosebita. Partile componente sunt: piciorul (capul mic) 1, unde se preseaza bucsa 7 din Bz (la Oltcit din otel cu aliaj antifrictiune la interior Sn Cu Pb) - iar la unele motoare bucsa este inlocuita de un rulment; corpul 2, de profil I pentru marirea modulului de rezistenta, capul mare 3, in care se gasesc semicuzinetii 6; capul mare este sectionat drept sau inclinat, partea detasabila4, numindu-se capac, prins cu suruburile 5 (numai la cele cu cuzineti) pentru montarea pe fusul maneton al arborelui.
Cuzinetii 6 sunt formati din doua semicarcase din otel de grosime 1,5-3mm, captusite cu material antifrictiune la interior de grosime 0,3-0,4 mm. Pentru fixare, capul si semicuzinetii sunt prevazuti cu pinteni, care immpiedica deplasarea lor in timpul functionarii.
Montarea corecta a capacelor este asigurata de stantarea numarului de ordine a cilindrului. La partea opusa, se stanteaza greutatea bielei in grame.
Biela se confectioneaza din otel aliat sau otel carbon prin matritare la cald si i se aplica tratament termic de calire si revenire. Dupa fabricatie, bielele se sorteaza pe seturi de motor neadmitindu-se diferente de greutate mai mari de 2g pentru autoturisme si 8g pentru autocamioane.
Stringerea suruburilor se face cu un moment de 6-7 daNxm, pentru autoturisme si 11-12daNxm pentru autocamioane.
Jocurile de montaj radiale sunt: intre bucsa bielei si bolt de 0,02-0,04mm, iar intre fusul maneton si semicuzineti de 0,03-0,09mm.
Semicuzinetii au stratul antifrictiune aplicat prin turnare sau placare pe baza de staniu Sn, stibiu Sb, cupru Cu, bronz Bz, plumb Pb, aluminiu Al, in diverse combinatii si proportii. Des utilizat este aliajul ASM - Al Sb Mg.
Motoarele MAC avind presiuni specifice in lagare mai mici, folosesc cuzineti bimetalici cu carcasele din otel de grosime 3-5mm, iar materialul antifrictiune utilizat din Bz Pb cu grosime de 0,5-1,5mm.
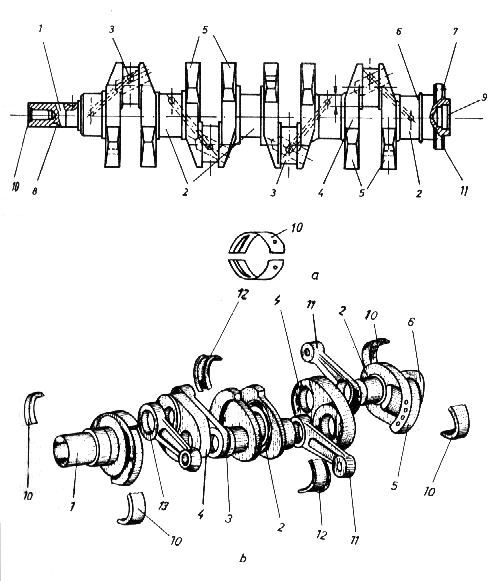
Arborele motor (fig 12) primeste miscarea de la piston prin biela, o transforma in miscare de rotatie, pe care o transmite in exterior pentru antrenarea diferitelor subansambluri ale motorului si la transmisia automobilului pentru deplasare.
fig
Este piesa cea mai scumpa si mai importanta a motorului si are ca parti componente: capatul (fusul) anterior 1,cu canal pentru pana 8, fusurile paliere 2, cu cuzinetii 10, fusurile manetoane 3, bratele manetoane 4, pentru legatura dintre fusuri, masele de echilibrare 5, pentru echilibrarea dinamica a arborelui cotit, capatul posterior 6, flansa 7 de fixare a volantului (cu locasul 9 pentru arborele primar al CV).
Pe capatul anterior, se monteaza prin pene: pinionul de antrenare a mecanismului de distributie, fulia pompei de apa pe care la unele motoare se monteaza si amortizorul de vibratii (ARO,D797-05 si D2156 HMN 8) si dispozitivul de antrenare manuala a arborelui cotit (racul), etansarea caapacului de distributie, care inchide si pinionul conducator al angrenajului distributiei de pe arborele cotit; pierderile de ulei se asigura prin deflector (D797-05, D2165, ARO) sau prin simering (Dacia 1310, Oltict, etc).
In partea posterioara, pe flansa, se monteaza prin suruburi volantul; capatul posterior este gaurit pentru fixarea bucsei din Bz (Dacia 1310) sau a rulmentului de sprijin al arborelui primar al CV (D797-05, D2156HMN). Etansarea impotriva scurgerilor de ulei este asigurata prin garnitura de snur de azbest sau pisla montate intr-un capac special (unele au si canale laterale in care se preseaza pene de lemn pentru etansare suplimentara- ARO).
In interior, arborele are canale pentru circulatia uleiului de ungere care corespund cu orificiile de alimentare a lagarelor paliere si manetoane; cei mai multi arbori au un singur canal de-a lungul lor.
Materialul din care este confectionat arborele este otel aliat (D 797-05, Fiat, BMW, Volkswagen), prin forjare sau din fonta cu grafit nodular (ARO, Dacia1310, SR 211), prin turnare. Dupa prelucrare, fusurile se trateaza termic - calire superficiala cu CIF si revenire - dupa care se rectifica pe masini de rectificatarbori cotiti.
Ovalitatea si conicitatea admise pentru fusuri este de 0,005mm la autoturisme (Dacia) si de 0,012 - 0,02mm la autocamioane.
Forma arborelui cotit depinde de: numarul si pozitia cilindrilor, numarul fusurilor manetoane, ordinea de functionare a motorului si sistemul de echilibrare a motorului.
Arborele cotit are un numar de fusuri paliere, de obicei egal cu numarul cilindrilor, plus unul - acesta mareste rigiditatea lui, insa duce la cresterea greutatii si a lungimii, iar prelucrarea este dificila.
Fusurile paliere sunt plasate pe aceeasi axa geometrica, iar latimea lor este diferita. Numarul fusurilor manetoane este egal cu cel al cilindrilor la motoarele in linie si redus la jumatate la motoarele in V (SR 211, D 2156 MTN 8R) (sau chiar la 1/3 la motoarele in W). Fusul maneton impreuna cu cele doua brate manetoane formeaza manivela. Diametrul fusurilor de biela este mai mic decit cel al fusurilor paliere.
Decalarea fusurilor manetoane (intre ele) se face in functie de numarul cilindrilor, asigurindu-se o functionare uniforma a motorului si o echilibrare a arborelui cotit, precum si umplerea uniforma a cilindrilor si deci succesiunea timpilor utili. Formula de calcul a decalarii coturilor este: /n, unde 4 reprezinta rotatia arborelui cotit (7200) iar n este numarul de cilindrii. Astfel, la motoarele in linie, in patru timpi, decalarea este de 1800 intre manetoane, deci si a manivelelor 720 : 4); manetoanele centrale sunt decalate cu 1800 fata de cele extreme.
Ordinea de functionare (succesiunea curselor utile) este de 1-3-4-2 (Dacia); 1-2-4-3 (ARO);1-4-3-2 (Oltcit).
Motoarele cu sase cilindri in linie, in patru timpi, au decalarea fusurilor manetoane la 1200, iar ordinea de functionare 1-5-3-6-2-4 si mai rar 1-4-2-6-3-5.
La motoarele cu opt cilindri in V unghiul de decalare este 900, dar sunt articulate doua biele pe cite un fus; ordinea de functionare este 1-5-4-2-6-3-7-8.
Arborele cotit se echilibreaza cu ajutorul unor contragreutati plasate in prelungirea bratelor de manivela (opuse lor) si bineinteles al decalarii corecte a manivelelor, aratate mai sus. Verificaarea echilibrarii se face pe masini speciale, iar ponderarea arborelui prin degajari partiale de material.
La capatul anterior, prin intermediul fuliei de antrenare se monteaza amortizorul de vibratii, care este de obicei, de tip cu frecare moleculara si cu frictiune. Este format dintr-un inel metalic cu rol de masa de inertie. Vibratiile arborelui cotit sunt atenuate de elementul de cauciuc (datorita deformarilor si frecarilor moleculare interne). Se mai folosesc si amortizoare cu frecare lichida in silicon.
Arborele cotit se sprijina pe blocul motor pe lagarele paliere cu semicuzineti 10.
Lagarele paliere au o constructie asemanatoare cu cele de biele, putind fi si cu rulmenti (Wartburg). La cele cu cuzineti, difera latimea lor, cel mai lat (lagarul principal) putind fi amplasat linga pinionul de distributie, la mijloc sau linga volant, unele avind prevazute gulere laterale. Acesta preia eforturile axiale ale arborelui cotit la actionarea pedalei de ambreiaj sau la deplasarea vehiculului in rampa sau panta.
Semicuzinetii se monteaza in lagarele carter, cei inferiori fiind prevazuti cu canale pentru depozitarea uleiului.
Stringerea capacelor lagarelor se face cu un moment dee 5,5-6daNxm la Dacia si 16-18 daNxm la ARO, D797-05, D2156, si 5 daNxm la Cielo. Jocul radial dintre fusuri si semicuzineti este de 0,005mm la Dacia, de 0,01-0,012mm la ARO si de 0,03-0,09mm la D 797-05 si D2156 HMN8. Jocul axial al arborelui in lagare de 0,1mm se regleaza cu doua semiinele plasate la lagarul principal. Numerotarea lagarelor se face ca si la cilindri, incepind de la volant, iar capacele lor se marcheaza cu numarul de ordine respectiv.Semicuzinetii au suport de otel de grosime 1,5-3 mm, iar in interior este placat cu aliaj antifrictiune (ca si la lagarele de biele).
Volantul (fig 13) are forma unui disc masiv, cu triplu rol; inmagazineaza energia cinetica in timpul cursei utile si o reda in timpii rezistenti si in punctele moarte; este parte componenta conducatoare a ambreiajului si are presata pe el o coroana dintata ce serveste la actionarea arborelui in scopul pornirii de catre instalatia de pornire.
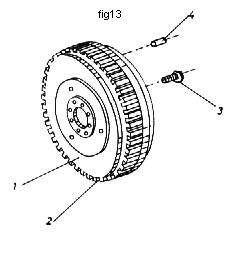
Se confectioneaza din otel sau fonta, dupa care se prelucreaza si se echilibreaza dinamic. La un numar mare de cilindri ai motorului, dimensiunile si masa volantului scad.
In partea centrala, este prevazut cu orificii pentru suruburile de fixare 3 pe flansa arborelui cotit. Pe partea frontala exterioara sunt orificii pentru fixarea ambreiajului cu stifturile 4 de ghidare. Pe volant se marcheaza semne ajutatoare la punerea la punct a distributiei si aprinderii sau injectiei.
| Contact |- ia legatura cu noi -| | |
| Adauga document |- pune-ti documente online -| | |
| Termeni & conditii de utilizare |- politica de cookies si de confidentialitate -| | |
| Copyright © |- 2026 - Toate drepturile rezervate -| |
|
|
|||
|
|||
|
|||
Referate pe aceeasi tema | |||
|
| |||
|
|||
|
|
|||