|






 |  |

| Aeronautica | Comunicatii | Drept | Informatica | Nutritie | Sociologie |
| Tehnica mecanica |
Tehnica mecanica
|
|
Qdidactic » stiinta & tehnica » tehnica mecanica Sudarea - executarea diferitelor tipuri de cusaturi de sudura |
Sudarea - executarea diferitelor tipuri de cusaturi de sudura
Sudarea - executarea diferitelor tipuri de cusaturi de sudura
In procesul de sudare, electrodul executa o miscare de deplasare in linie dreapta cu o viteza constanta. Randul de sudura are o latime de 1-2 ori Φ El si o lungime (0,8 - 1, 5) x lungimea electrodului.
Randul de sudura se mai numeste filiform sau ingust. Aceste randuri se intalnesc la sudarea radacinii imbinarilor, la sudarea tablelor subtiri.
La randul de radacina cantitatea de metal depus este mai redusa iar solidificarea se face mai repede, o parte din gazele dizolvate in cusatura raman inglobate in ea si cusatura devine paroasa, fapt pentru care trebuie acordata o mare atentie la pregatire si executie.
Realizarea imbinarilor sudate in randuri filiforme ia valori ridicate ale rezilientei metalului depus deoarece M. A. se amesteca in proportie mai mica cu M.B. iar fiecare rand prin cantitatea de caldura introdusa are un efect similar unui tratament termic de normalizare.
La randurile pendulate, electrodul executa o miscare de pendulare obtinandu-se randuri mai late, cu latimea de 3-4 ori Φ electrodului. Miscarea de pendulare are drept scop imbunatatirea incalzirii marginilor cusaturii si reducerea vitezei de solidificare a baii de metal topit.
La depunerea randurilor alaturate, electrodul se inclina cu un unghi de 20-450 fata de perpendiculara pe planul imbinarii.
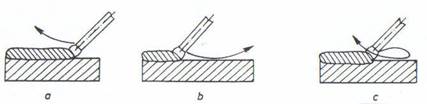
Sensul de inaintare al electrodului poate fi inapoi (sudarea spre dreapta) utilizat in majoritatea cazurilor, sau inainte (sudarea spre stanga).
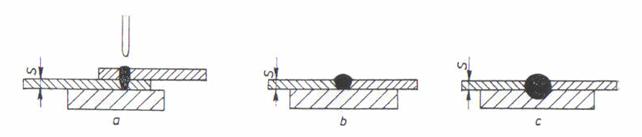
Intreruperea arcului trebuie facuta prin alunecare inainte sau prin intoarcerea electrodului in jurul capatului sudurii si tragerea arcului spre cordonul executat: fig.a); b) si c).
Executarea
imbinarilor cap
Sudarea intr-un singur strat
Metoda necesita electrod cu patrundere adanca, de mare randament (avand pulbere de fier in invelis) si surse de sudare puternice, curentii de lucru fiind mari. Depunerea straturilor groase la o singura trecere a electrodului necesita miscari de pendulare. Desi metoda este productiva, cusaturile sunt sensibile la fisurare si deci se aplica pentru oteluri carbon nealiate sau slab aliate cu rezistenta redusa (necalibile) pentru structuri sudate cu solicitari reduse exploatate la temperaturi pozitive.
Sudarea in straturi multiple late
Straturile de sudura au un efect de finisare a structurii straturilor depuse anterior. Productivitatea metodei este buna. Se recomanda la sudarea tablelor groase din oteluri carbon nealiate sau slab aliate, necalibile si exploatate la temperaturi pozitive. In unele cazuri se foloseste pentru realizarea unui strat de incheiere dand un aspect estetic cusaturii.
Sudarea in straturi multiple inguste
Au ca efect finisarea structurii prin micsorarea granulatiei. Rezulta imbinari tenace si rezistente. Metoda este mai putin productiva si se aplica la sudarea otelurilor slab aliate de inalta rezistenta pentru structuri sudate, solicitate si la temperaturi negative.
Tehnica de lucru la imbinarile sudate cap la cap
Realizarea corecta a stratului de radacina.
Aceasta se realizeaza cu un electrod de diametru mic, randul este tras si eventual se executa dese intoarceri pentru a evita scurgerea baii. Cand patrunderea la radacina este buna, in prelungirea rostului se constata prezenta unei gauri.
Acest strat trebuie sa aiba o sectiune suficient de mare pentru a prelua tensiunile de contractie, in caz contrar el poate fisura, obtinandu-se cordoane cu defecte. In multe cazuri pentru alinierea si centrarea rosturilor se folosesc diverse dispozitive (cleme, pene, intinzatoare etc.) a caror scoatere trebuie facuta numai dupa realizarea unei sectiuni de cordon suficienta pentru a prelua eforturile.
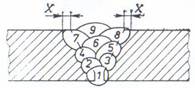
Ordinea corecta a randurilor de sudura
Randurile de sudura 1, 2, 3 trebuie sa patrunda intre randurile anterioare iar randul de inchidere (9) se va realiza spre centrul cusaturii.
Cantitatea de
caldura introdusa la depunerea acestor randuri, va realiza un
efect de tratament termic asupra M.B. Se recomanda ca portiunea
din metalul de baza care se topeste in stratul de suprafata
sa nu fie prea mare (![]() 2 ÷3 mm ).
2 ÷3 mm ).
Respectarea unor cerinte tehnologice
Randurile depuse dupa cel de radacina se pot executa trase sau pendulate. Electrodul se inclina in sensul de inaintare cu un unghi de 80 -900 pentru electrodul cu invelis bazic si de 700 pentru electrodul cu alt tip de invelis. Dupa topirea unui electrod este necesara schimbarea lui.

Amorsarea noului arc se
face inaintea cordonului de sudura realizat (1) apoi arcul se readuce la
capatul ramas urmand procesul normal de lucru. Cordonul se
curata in prealabil de zgura pe o distanta de 20
Pozitia optima de sudare este cea in planul orizontal sau apropiata de acesta.
La sudurile de pozitie se are in vedere faptul ca metalul topit si zgura sub influenta fortelor gravitationale au tendinta de scurgere. Pe langa o diminuare a curentului de sudare trebuie executate miscari adecvate si o inclinare corespunzatoare a electrodului.
Sudarea in pozitie vertical ascendenta 
Stratul de radacina se realizeaza cu miscari tip a), iar celelalte straturi cu miscari tip b).
Electrodul se inclina in planul de simetrie al imbinarii cu un unghi de cc. 1050 fata de directia de inaintare. Zona de topire este situata astfel mai sus ca zonele solidificate, permitand scurgerea zgurii.
a) b)
Sudarea in pozitie vertical descendenta
Se utilizeaza mai rar deoarece necesita electrozi speciali. Zgura obtinuta prin topirea invelisului electrodului este foarte vascoasa si se scurge cu o viteza mai redusa ca viteza de sudare.
Sudarea orizontala in plan vertical (in cornisa). Ordinea de depunere a randurilor tine cont de necesitatea sustinerii baii de metal topit.
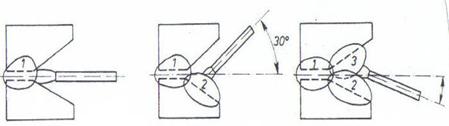
Dupa depunerea randului 1, randul 2 formeaza un suport corespunzator care impiedica scurgerea metalului topit la realizarea randului 3.
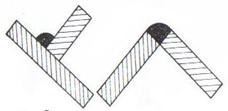
Sudarea peste cap reprezinta cea mai dificila pozitie de sudare. Se sudeaza cu arc scurt in curent continuu, polaritate inversa. Pozitia electrodului este perpendiculara fata de piesa. Tehnica de lucru urmareste evitarea scurgerii metalului topit folosind randuri trase (cusaturi de rezistenta) sau cu pendulari largi si rapide cu intoarceri la cusatura deja executata (cusaturi mai putin solicitate).
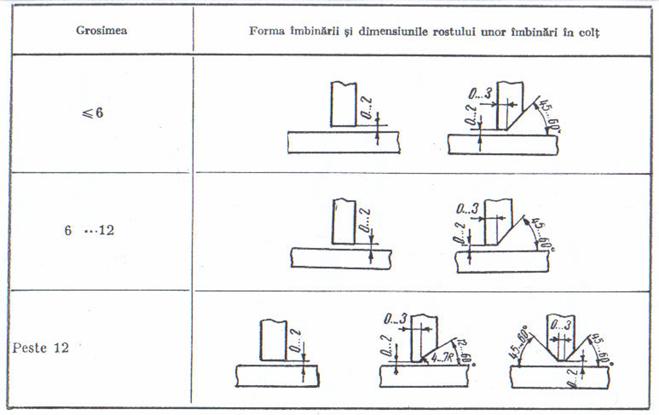
Executarea imbinarilor de colt sunt destul de frecvente. Elementele sunt dispuse in plane perpendiculare, inclinate sau paralele (imbinari prin suprapunere). In sectiunea transversala, forma acestora poate fi concava, plata si convexa. In functie de grosime se stabileste numarul de randuri de sudura. Grosimea cordonului de sudura depaseste pentru suduri de colt 0,7 s. (s grosimea minima a tablei de imbinare). Tensiunile care apar in cordonul de sudura pot conduce la fisuri daca imbinarea este rigida (in cazul unor grosimi mari).
Ca regula se
stabileste si se recomanda realizarea primului strat mai subtire
a ![]()
 Limitarea
grosimii minime a stratului de radacina prezentata mai sus
este conditionata de aparitia tensiunilor in cordon care la
sectiuni mici dau nastere la fisuri. Daca se realizeaza
suduri de colt intr-un singur strat se pot obtine suduri
fara o buna patrundere la radacina.
Limitarea
grosimii minime a stratului de radacina prezentata mai sus
este conditionata de aparitia tensiunilor in cordon care la
sectiuni mici dau nastere la fisuri. Daca se realizeaza
suduri de colt intr-un singur strat se pot obtine suduri
fara o buna patrundere la radacina.
Sudarea in pozitie orizontala
Sudarea se poate executa in jgheab sau in unghi exterior conf. figurii alaturate:
Ordinea depunerii randurilor la sudarea cusaturilor de colt in pozitie orizontala.

Sudarea in pozitie verticala
Randul de radacina se sudeaza folosind o miscare triunghiulara 1, 2, 3 fig.a.
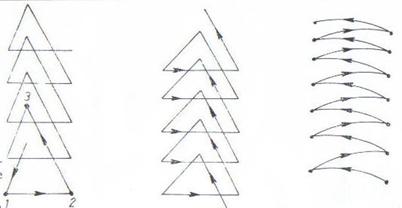
fig.a) fig.b) fig.c)
Miscarile electrodului la sudarea in pozitie verticala:
a - randul de radacina;
b - randul al doilea;
c - urmatoarele randuri.
In poz.3 din figura a) electrodul este mentinut mai mult timp pentru obtinerea unei bune patrunderi.
Sudarea in pozitie peste cap
Randurile se pot executa trase sau pendulate cu respectarea principiilor de la imbinarile cap la cap.
Sudarea tablelor si a profilelor subtiri
Tablele si profilele
cu grosimi ale peretelui sub
Tablele cu grosimea intre
1
Tablele cu grosimea intre
1,5
Tablele cu grosimea intre
2
Pentru tablele cu margini rasfrante este mai indicata folosirea procedeelor fara material de adaos (cu electrod de carbune).
La sudarea tablelor subtiri, un rol deosebit il are pregatirea tablelor. Dupa prindere, ele trebuiesc ciocanite si indreptate.
Randurile de sudura se vor executa in trepte inverse, adica sensul de inaintare a sudurii va fi de sens contrar sensului de executie a randurilor de sudura.
Se considera
subtiri tablele si profilele cu grosimea caracteristica sub
La sudarea in curent
continuu se recomanda polaritatea inversa. Procesul de sudare se
realizeaza cu electrozi inveliti cu Φ
Pentru o amorsare usoara, sursa de sudare trebuie sa asigure o U0 peste 60 V (tensiunea de mers in gol).
La sudarea in curent alternativ apar deficiente privind stabilitatea arcului. Se sudeaza mai bine cu transformatoare de sudura. Deoarece sudurile trebuiesc executate atent, cablurile de sudura trebuie sa fie suficient de flexibile, iar clestele de sudura usor pentru a nu incomoda sudorul. Garniturile de Cu sau otel ce se folosesc pentru sudarea tablelor subtiri sunt prevazute cu un sant prelucrat pentru formarea corecta a radacinii. (garniturile de otel raman inglobate in ansamblul realizat).Deformatiile la structurile din table subtiri sunt destul de mari si dau un aspect inestetic.
Pentru reducerea tensiunilor si deformatiilor se recomanda sudarea in pas de pelerin sau sudarea in trepte inverse. Pentru cusaturi scurte cu L 500mm se recomanda schema din fig.a.
Pentru cusaturile cu L mare se incepe de regula sudarea de la mijloc continuandu-se spre capetele conform fig. b). In ambele cazuri se recomanda sudarea in sens invers sensului de inaintare a cusaturi exceptand capetele acesteia
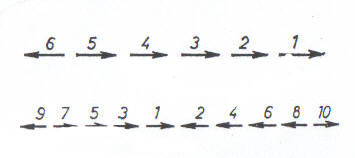
fig. a)
fig. b)
Pentru sudare se folosesc electrozi cu invelis rutilic cu grosimea medie sau mare cu care cusaturile se executa mai usor.
Sudarea tablelor si profilelor de grosime medie
Aici se incadreaza
tablele si profilele cu grosimea cuprinsa intre 3 ÷

fig.a)
fig.b)
Pentru reducerea tensiunilor si deformatiilor se aplica sudarea in pas de pelerin. Prima trecere se executa intr-un sens, fig.a, iar a doua trecere invers, fig.b.
Se prefera ca lungimea unei trepte sa fie egala cu lungimea stratului depus cu un anumit electrod.
Lungimea unei trepte este
de 200 ÷
|
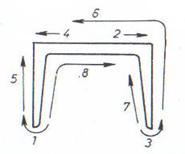
Se folosesc electrozi cu Φ 3,25mm pentru randurile de radacina si de umplere. Depunerea randurilor se face alternativ pe ambele fete pentru diminuarea deformatiilor. Dupa curatarea zgurii se resudeaza muchiile ramase nesudate. La sudarea unui profil pe un perete se va proceda ca in fig.: Sudurile notate cu 1÷ 4 echivaleaza cu o prindere in puncte de sudura, sudura definitiva fiind facuta in ordinea 5÷ 8 . Sudarea tevilor se executa in special in pozitie orizontala |
|
Metode de sudare
Metoda urcatoare: in care electrodul se mentine fata de teava pe directia radiala si se deplaseaza de jos in sus. Electrodul executa miscari curbilinii pentru randul de radacina fig.a. si rectilinii intretaiate pentru randurile de umplere fig. b.

fig.a) fig.b)
Metoda coboratoare : la care electrodul se inclina cu 600 fata de tangenta in punctul de sudare, in sensul de inaintare, pentru primele doua randuri, fig.a. Pentru randurile urmatoare, acest unghi este de 900 la inceputul cusaturii, ajungand in pozitie diametral opusa, la 1350 fata de sensul de inaintare. Electrodul executa miscari curbilinii.
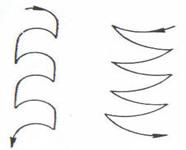
fig.a) fig.b)
Sudarea tablelor si a profilelor groase
Cu exceptia
folosirii electrozilor cu patrundere adanca, in cazurile
obisnuite sudarea tablelor cu grosimea peste
Grosimile mari
necesita lucrul cu preincalzire. Pe masura executarii
randurilor de sudura, temperatura cusaturii creste de unde
necesitatea racirii periodice naturale pana la cc.
Prelucrarea se face in raport cu grosimea in V, Y,Z, U etc. sudura se executa in straturi multiple care cuprind mai multe randuri. Se recomanda sudarea in pozitie orizontala sau orizontala in jgheab.
Randul de radacina trebuie sa asigure o buna patrundere si este tras. Pentru imbunatatirea conditiilor de rezistenta ale cusaturii, radacina se craituieste prin procedeul arc-aer apoi se resudeaza.
Randurile de umplere se executa pendulate avand o latime de pana la 4 ori Φ El, valoare care se poate majora pana la 6 pentru randurile de la suprafata rostului.
Structurile sudate compuse din elemente cu grosimi mari se deformeaza mai putin, in schimb tensiunile remanente sunt mai mari.
Metoda de sudare in pas
de pelerin : se aplica la table cu grosimea pana la
La table cu grosimea mai
mare de
- sudarea in cascada
|
|
|||||
|
|
|
|
|
|
|
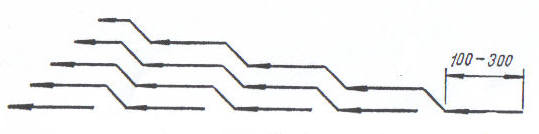
Lungimea primului strat
este de cc. 100 -
- sudarea in cocoasa

3 2 1 2 3 4
Cele doua metode se caracterizeaza prin faptul ca un rand depus realizeaza o preincalzire pentru randul depus anterior.
Temperatura randului
depus anterior inainte de sudarea unui nou rand trebuie sa fie 150÷1800C.
In general, fiind cusaturi lungi, sudura se executa de la mijloc spre
capete cu doi sudori. Diametrul electrodului este de
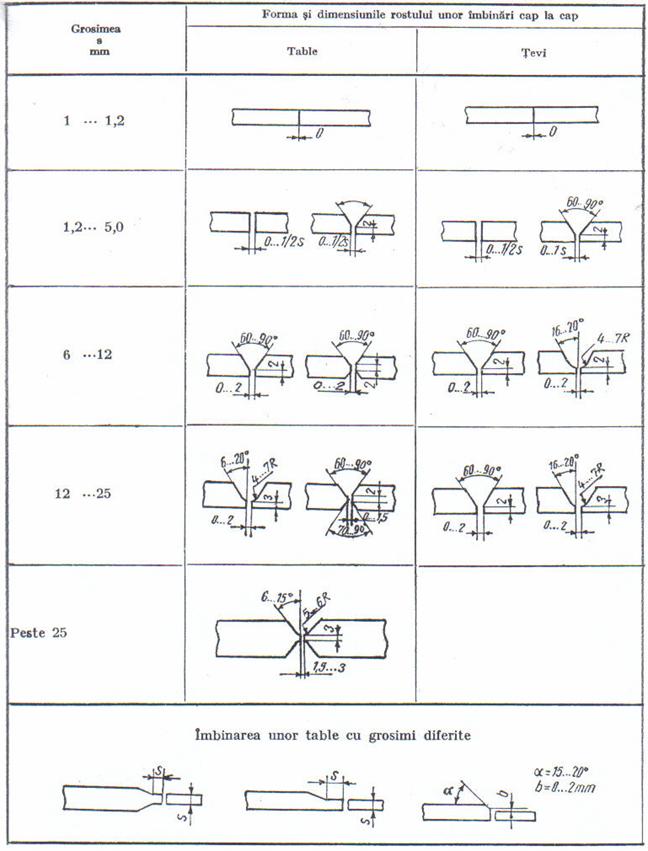
Se vor evita scurgerile de metal topit prin modificarea corespunzatoare a parametrilor regimului de sudare. La executarea cusaturii verticale se lucreaza cu doi sudori dispusi de o parte si de alta a rostului. Sectiunea randului de sudura nu va depasi de 3 ori sectiunea electrodului. Randurile de suprafata pot avea o latime de pana la 6 ori Φ El. Imbinarile cap la cap formate din table cu grosimea egala fig.a) sau din table cu grosimi diferite fig.b) si c):
Elementele geometrice ale cordonului:
 B
- latimea cordonului
B
- latimea cordonului
H - inaltimea
P - adancimea de patrundere
h - suprainaltarea
b - rostul dintre table
S - grosimea tablelor de sudat
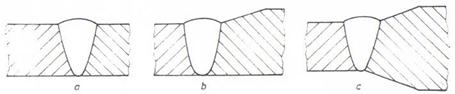
Forma marginilor pieselor supuse operatiei de sudare depinde de grosimea materialului si de
procedeul de sudare folosit. Marginile pot fi netesite, fig. a, tesite in V, fig.b, tesite in U, fig.c.
fig.a) fig.b) fig.c)
Sudarea se poate realiza prin asezarea pieselor fara spatiu intre ele (pentru grosimi mici) sau lasand un spatiu necesar formarii cordonului de sudura (tesind sau netesind muchiile).
Sudarea intr-un singur strat necesita masuri riguroase pentru pregatirea si pozitionarea tablelor precum si asigurarea unei bune stabilitati a parametrilor regimului de sudare.
Aceste necesitati sunt in general greu de respectat in practica, preferandu-se adesea sudarea in mai multe straturi. Pregatirea marginilor la sudare in mai multe straturi se face in V, U, X, dublu U precum si combinatii ale acestora:
" X " dublu "U"
Geometria marginilor
pieselor si modul lor de pozitionare asigura conditiile
necesare pentru patrunderea cordonului la radacina. In
cazul tesirii marginilor cu un unghi ![]() prea mic, nu
exista posibilitatea patrunderii la radacina cordonului.
prea mic, nu
exista posibilitatea patrunderii la radacina cordonului.
Imbinarile de colt si in T sunt alcatuite din elemente asezate perpendicular, avand marginile tesite sau nu, in functie de grosimea materialului. Aceste imbinari se executa in unul sau mai multe straturi fara patrundere la radacina sau cu patrundere. Adesea se utilizeaza imbinarile intr-un singur strat la care elementele de rezistenta sunt stabilite prin dimensiunile cordonului.
Configuratia cordonului respectiv patrunderea in cele doua elemente de sudat depinde de procedeul si regimul de sudare adoptat.
Sudarea manuala cu electrozi inveliti a otelurilor slab aliate
Alegerea temperaturii de preincalzire a otelurilor slab aliate
|
Marca otelului |
Grosimea limita a comp. de sudat peste care se recomanda preincalzirea, (mm) |
Temperatura de preincalzire (sC) |
|
OCS44 R44 09Mn15 OL44.2, 3, 4 |
|
|
|
OL52.2, 3, 4 K52 R52 OCS52 |
|
|
|
OCS55, OCS58 R52,R55,R58 |
|
|
Alegerea materialului de adaos se face in functie de sudabilitatea otelului si de grosimea tablelor care se sudeaza, avand in vedere ca metalul depus trebuie sa asigure toate proprietatile metalului de baza conf. tab.1:
|
Grupa otelului |
Caracterul invelisului pentru diferite grosimi de material, mm |
||
|
Invelis celulozic |
Invelis rutilic |
Invelis bazic |
|
|
W 01 |
|
|
>35 |
|
W 02 |
|
|
>25 |
|
W 03 |
|
|
Toate grosimile |
|
Domeniul de utilizare a otelului |
Caracterul invelisului |
||||||||||
|
Celulozic |
Rutilic |
Rutilic cu garantarea rezilientei la +/-0sC |
Bazic |
Bazic cu garantarea rezilientei la +/-0sC |
Bazic cu garantarea rezilientei la -20sC |
Electrozi aliati cu invelis bazic |
|||||
|
Utilizare la temperaturi mai inalte de +20sC |
Grosimile indicate in tab.1 |
Grosimile indicate in tab.1 |
|
Grosimile indicate in tab.1 |
|
|
|
||||
|
Utilizare la temperaturi de 20 . 0sC |
|
|
Utilizare la temperaturi mai inalte de +20sC |
|
Utilizare la temperaturi mai inalte de +20sC |
|
|
||||
|
Utilizare la temperatura de 0 . .-20sC |
|
|
|
|
|
Toate grosimile |
|
||||
|
Utilizare la temperaturi mai joase de -20sC |
|
|
|
|
|
|
Toate grosimile |
||||
In cazul in care metalul de baza urmeaza sa fie exploatat la temperaturi ridicate, electrozii trebuie sa fie garantati la fluaj pentru respectivele temperaturi. Prin utilizarea unor electrozi nealiati nu exista totdeauna certitudinea obtinerii unei valori corespunzatoare a rezilientei KV la temperaturi mai joase de -20 sC, in special pentru cusaturile executate in pozitii diferite de orizontala. Din aceasta cauza, pentru asemenea situatii, se utilizeaza electrozi bazici speciali, aliati cu nichel, care asigura in mod cert valori corespunzatoare ale rezilientei KV pana la temperaturi de -70 sC.
Regimul de sudare. Pentru otelurile din grupa W01 W02 se aplica o tehnologie care sa asigure o productivitate cat mai mare, adica depunerea unui numar cat mai mic de straturi.
Pentru otelurile destinate a fi exploatate la temperaturi negative se aplica tehnica sudarii cu straturi multiple.
Sudarea manuala cu electrozi inveliti a otelurilor rezistente la coroziunea atmosferica
Otelurile rezistente la coroziunea atmosferica sunt otelurile la care prin alierea cu cantitati mici de cupru si crom si uneori in combinatie cu nichel si fosfor, in proportii care nu influenteaza esential rezistenta si sudabilitatea, dar care elimina necesitatea protectiei anticorosive.
Din punctul de vedere al proprietatilor mecanice otelurile rezistente la coroziunea atmosferica s-au adaptat clasificarilor uzuale pentru otelurile de constructie nealiate si slab aliate.
Otelurile rezistente la coroziunea atmosferica se caracterizeaza prin urmatoarele elemente de aliere suplimentare:Cu (0,3..0,6%), Cr (0,5..0,8%).
In cazul utilizarii in atmosfera puternic coroziva se mai adauga 0,3 . 0,5% Ni sau prin cresterea continutului de fosfor (min.0,055%).
Deoarece exista o deplina concordanta intre proprietatile mecanice ale otelurilor rezistente la coroziunea atmosferica si ale otelurilor de constructie obisnuite se aplica aceeasi tehnologie de sudare.
Otelurile rezistente la coroziunea atmosferica au continutul de carbon echivalent mai mare decat al otelurilor de constructie obisnuite din aceeasi clasa de rezistenta, datorita continutului suplimentar de Cr, Cu, Ni si uneori de P. Datorita acestui fapt otelurile rezistente la coroziunea atmosferica sunt mai sensibile la fisurare.
In general, aceste oteluri se sudeaza in mod asemanator cu otelurilor obisnuite din aceasta clasa de rezistenta luandu-se masuri suplimentare in ceea ce priveste temperatura de preincalzire. Datorita elementelor de aliere se recomanda utilizarea electrozilor cu invelis bazic.
Avand in vedere ca acesti electrozi depun un metal aliat, pentru evitarea fisurilor, continutul de carbon este mai scazut decat la electrozii obisnuiti.
Electrozii cu invelis bazic se utilizeaza pentru structuri sudate, exploatate la temperaturi pana la
(-30 sC).
Sudarea otelurilor cu granulatia fina
Otelurile cu granulatia fina au un continut redus de carbon si elemente de aliere intr-o proportie redusa sudabilitatea lor este comparabila cu a otelurilor carbon obisnuite cu acelasi continut de carbon. In general aceste oteluri se fabrica si pentru exploatare la temperaturi ridicate.
Una din problemele cele mai dificile care apar la sudarea otelurilor cu granulatia fina este asigurarea rezistentei la soc la temperaturi scazute atat in metalul cusaturii de sudura cat si in zona influentata termic.
Materialul cusaturii de sudura are o structura de turnare care se deosebeste de structura de turnare a metalului de baza. In aceste conditii pentru a obtine in cusatura de sudura proprietati mecanice egale cu ale metalului de baza, metalul de adaos trebuie aliat suplimentar cu elemente care favorizeaza cresterea rezilientei.
La alegerea materialului de adaos trebuie sa se tina cont ca la sudare metalul depus se amesteca cu metalul de baza ceea ce conduce la marirea rezistentei sudurii si o scadere a rezistentei la temperaturi negative in pozitie verticala. Sudurile verticale executate cu electrozi de acelasi diametru ca la sudarea in pozitie orizontala au de obicei reziliente mai scazute din cauza grosimii mai mari a straturilor depuse.
Pentru a obtine valori corespunzatoare ale rezilientei la temperaturi mai scazute se recomanda utilizarea unor materiale de adaos aliate suplimentar cu elemente care ridica valoarea rezilientei la temperaturi negative, cum ar fi Ni sau Mo.
Otelurile cu granulatia fina se sudeaza cu electrozi cu invelis bazic.
Alegerea electrozilor se face in functie de conditiile de exploatare si in primul rand de temperatura minima care poate fi atinsa in exploatare.
Pentru temperaturi negative se aleg electrozi care asigura in imbinari sudate in pozitie verticala, la cea mai joasa temperatura pe care o poate atinge produsul in exploatare, o valoare a rezilientei cel putin egala cu cea a metalului de baza respectandu-se si conditia ca rezistenta de rupere la tractiune sa fie cel putin egala cu cea a metalului de baza.
Daca produsul este exploatat la temperaturi pozitive, electrodul se alege in functie de rezistenta de rupere la tractiune a metalului de baza.
Regimul de sudare. Otelurile cu granulatia fina se sudeaza in straturi multiple, inguste. Cusaturile de colt se sudeaza in minimum doua straturi.
Imbinarea sudata trebuie inceputa intotdeauna dinspre flancuri spre mijloc, astfel incat randul central sa influenteze termic, in mod favorabil, zonele de contact cu metalul de baza.
Avand in vedere ca sudura se executa din mai multe straturi se recomanda folosirea unor electrozi cu diametru mai mic. Daca produsul urmeaza a fi exploatat la temperaturi negative se recomanda folosirea electrozilor cu diametre cuprinse intre 2,5 si 5mm.
Pentru cusaturile de colt (imbinarile in cruce si in T) se recomanda sa se foloseasca electrozi de cel putin 4mm grosime, pentru a mari cantitatea de caldura introdusa la sudare.
Imbinarile in cruce si in T sunt mai rigide si se racesc mai repede dupa sudare fata de imbinarile cap la cap, din care cauza pericolul formarii fisurilor este mai mare.
Pentru sudare se folosesc electrozi cu invelis bazic si curent continuu, cu electrodul legat la polul pozitiv al sursei de curent.
La sudarea otelurilor cu granulatia fina, deoarece se urmareste obtinerea unei bai reduse de metal lichid si obtinerea unei patrunderi minime, se alege o valoare mai mica a curentului de sudare.
Pentru sudarea manuala cu electrozi inveliti, in pozitie orizontala se folosesc urmatoarele valori ale curentului de sudare:
|
Diametrul electrodului, in mm |
|
|
|
|
|
Intensitatea curentului de sudare, in A |
|
|
|
|
La pozitii diferite de orizontala intensitatea curentului de sudare trebuie redusa cu 10-20%.
Viteza de sudare, la sudarea otelurilor cu granulatia fina este mai mare decat viteza de sudare la sudarea otelurilor carbon de constructii pentru a reduce penetratia.
Regimurile de sudare in cazul otelurilor cu granulatia fina se aplica indiferent de temperatura la care urmeaza a fi exploatata constructia deoarece se urmareste nu numai o crestere a rezilientei, ci si obtinerea in cusatura a unui metal cu granulatia mai fina, cu toate proprietatile mecanice apropiate de ale metalului de baza.
Temperatura de preincalzire la sudarea otelurilor cu granulatia fina.
La sudarea otelurilor cu granulatia fina se impune limitarea cantitatii de caldura introdusa in piesa in urma procesului de sudare deoarece printr-un aport prea mare de caldura se poate provoca formarea unei structuri cu granulatie grosolana, cu caracteristici mecanice scazute.
La un aport prea redus de caldura se poate produce o crestere a duritatii si o structura cu constituenti fragili.
Pentru fiecare calitate de material si grosime este necesara o anumita cantitate de caldura care sa pastreze caracteristicile optime in zona de trecere. Pentru aceste oteluri, se recomanda ca aportul de caldura in urma procesului de sudare sa se gaseasca intre 6000-20000J/cm. Cantitatea totala de caldura introdusa intr-o imbinare sudata se compune din caldura provenita din sudare si din preincalzire.
Alegerea energiei cu care se va suda in conditii optime depinde de grosimea materialului care se sudeaza si de temperatura de preincalzire conf. indicatiilor date in tabel:
|
Energia liniara, (J/cm) |
Grosimea tablelor, (mm) |
Intervalul de temperaturi pentru preincalzire (sC) |
Energia liniara, (J/cm) |
Grosimea tablelor, (mm) |
Intervalul de temperaturi pentru preincalzire (sC) |
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
||
|
|
|
|
|
||
|
|
|
|
|
||
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
||
|
|
|
|
|
||
|
|
|
|
|
||
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
||
|
|
|
|
|
||
|
|
|
||||
|
|
|
Din tabel rezulta ca atunci cand temperatura de preincalzire se apropie de limita inferioara trebuie sa se introduca prin sudare o cantitate mai mare de caldura, adica sa se sudeze cu electrozi grosi, iar daca temperatura de preincalzire se apropie de limita superioara trebuie sa se introduca prin sudare o cantitate mai mica de caldura, adica sa se sudeze cu electrozi subtiri.
Deoarece nu se recomanda preincalzirea la temperaturi mai inalte de 200sC, se impune alegerea unor regimuri de sudare la care cantitatea de caldura introdusa la sudare sa nu impuna aplicarea unei preincalziri la temperaturi ridicate.
Pentru a reduce cantitatea de hidrogen in imbinare otelurile cu granulatia fina se sudeaza pe cat posibil la cald.
Preincalzirea metalului de baza in vederea sudarii este intotdeauna necesara daca temperatura piesei este sub +5 sC. Cand temperatura piesei este peste +5 sC preincalzirea metalului de baza este necesara numai daca grosimea metalului de baza depaseste valorile, conf. tab.:
|
Limita minima de curgere a MB, daN/mm2 |
Grosimea limita peste care se recomanda preincalzirea, mm |
|
|
|
|
|
|
|
|
|
|
|
|
Pentru cusaturile de colt, sudurile de prindere si sudurile de prindere a dispozitivelor de asamblare, preincalzirea se face si pentru grosimi mai mici decat cele indicate in tabel.
Temperatura optima de preincalzire pentru prindere si sudare este cuprinsa intre 80-200sC.
Tratamentele termice care se aplica in cazul acestor oteluri
Dupa sudare otelurile cu granulatia fina nu necesita in mod normal tratamente termice, decat atunci cand grosimea lor depaseste 30mm, in care caz se recomanda un tratament termic de detensionare.
Acest tratament termic se aplica si pentru grosimi mai mici, daca in procesul de sudare s-au introdus in imbinare tensiuni remanente mari.
Otelurile cu granulatia fina au o sensibilitate mai mare la fenomenul de coroziune fisuranta sub tensiune. Sensibilitatea creste pe masura cresterii rezistentei otelului.
Imbinarile sudate eliberate de tensiuni remanente sunt mult mai putin sensibile la fenomenul de coroziune fisuranta sub tensiune.
Exploatarea imbinarilor sudate in medii care favorizeaza aparitia fenomenul de coroziune fisuranta sub tensiune constituie un alt caz cand se recomanda aplicarea unui tratament termic de detensionare chiar si atunci cand grosimea tablelor este mai mica de 30mm.
Detensionarea se face la temperaturi cuprinse intre 560-620sC cu o mentinere de 2min/mm de grosime a peretelui, dar min.30min.
Tratamentul termic de normalizare nu este necesar decat daca fibrele exterioare intinse au fost supuse unei alungiri de peste 5%.
Sudarea otelurilor slab aliate cu molibden si crom - molibden
Din aceasta categorie fac parte otelurile rezistente la temperaturi ridicate, destinate pentru o exploatare indelungata la temperaturi de 450-600sC. In general aceste oteluri sunt aliate cu Mo, Cr, V si se livreaza in stare normalizat-revenita sau calit-revenita si sunt oteluri cu o rezistenta tehnica de durata, rezistente la fluaj, refractare si isi mentin proprietatile mecanice si limita de curgere la temperaturi ridicate.
Sudarea otelurilor slab aliate cu molibden si crom-molibden este influentata de urmatorii factori:
sensibilitatea la calire, cu formarea de constituenti structurali fragili, cu tendinta de formare a fisurilor;
sensibilitatea la tratamentul termic, caracteristicile mecanice ale materialului imbinarii se modifica la micile variatii ale regimului tratamentului termic (viteza de incalzire si de racire, durata de mentinere la temperaturi);
in timpul sudarii se produce arderea partiala a unor elemente componente, in special a molibdenului;
cresterea continutului de carbon peste limita de 0,15% mareste mult sensibilitatea la calire, care favorizeaza producerea fisurilor.
Preincalzirea la sudare a otelurilor slab aliate cu molibden si crom-molibden este o masura eficienta pentru evitarea fisurilor.
Dupa terminarea operatiei de sudare si inaintea tratamentului termic, in imbinarea sudata poate avea loc o redistribuire a tensiunilor precum si transformari structurale astfel ca in unele cazuri sunt necesare masuri suplimentare care impiedica formarea fisurilor. O asemenea masura o constituie mentinerea imbinarilor la temperaturi de preincalzire inca cateva ore dupa terminarea operatiei de sudare. O alta masura o constituie mentinerea piesei la temperatura de 150-200sC pana la efectuarea tratamentului termic.
Alegerea materialului de adaos pentru sudarea otelurilor slab aliate cu molibden si crom-molibden trebuie sa se faca in asa fel incat sa aiba compozitia chimica cat mai apropiata de a metalului de baza. In cazul unei exploatari mai indelungate la temperaturi inalte, exista pericolul scaderii rezistentei tehnice de durata si a plasticitatii.
In metalul cusaturii metalele de adaos asigura un continut de 0,06-0,12%C ceea ce asigura o rezistenta destul de mare la fisurare.
La sudarea manuala cu arc electric a otelurilor slab aliate cu molibden si crom-molibden, pentru sudare se folosesc electrozii cu invelis bazic. Electrozii cu invelis rutilic se utilizeaza numai pentru otelurile al caror continut de crom nu este mai mare de 5% si numai pentru grosimi pana la 10mm.
Acesti electrozi asigura o penetratie superioara si de aceea se utilizeaza pentru sudarea primului strat la imbinarile la care nu se poate efectua sudura de completare la radacina.
Tratamentele termice care se aplica in cazul acestor oteluri
Majoritatea imbinarilor sudate din aceste oteluri se supun unor tratamente termice pentru eliminarea tensiunilor remanente si pentru stabilizarea structurii si a proprietatilor.
Cele mai eficiente tratamente termice sunt: normalizarea urmata de revenire. Pentru piesele cu volum mare, aceste tratamente termice nu pot fi aplicate.
Pentru asemenea piese se prefera tratamentul termic de revenire la temperaturile indicate.
Sudarea otelurilor calite si revenite
Otelurile calite si revenite fac parte din grupa otelurilor slab aliate ale caror proprietati mecanice ridicate s-au obtinut printr-un tratament termic de calire si revenire.
Prin incalzirea la temperaturi ridicate, mai mari de 850sC, si racirea ulterioara rapida in aceste oteluri se produc o serie de modificari:
creste marimea grauntilor;
apar constituenti duri si fragili;
apare austenita reziduala.
Toate aceste modificari conduc la cresterea duritatii, scaderea rezilientei la temperaturi scazute si la cresterea temperaturii de tranzitie. Pentru ca au o sensibilitate mare la concentratorii de tensiune se recomanda si prelucrarea ingrosarii sudurii.
La sudare pentru evitarea degradarii structurii initiale trebuie sa se urmareasca ca zona incalzita la temperaturi ridicate sa fie cat mai restransa iar timpul de mentinere la aceste temperaturi sa fie cat mai scurt.
La sudarea otelurilor calite si revenite se utilizeaza o tehnologie deosebita de cea utilizata pentru sudarea otelurilor carbon.
Se recomanda sudarea cu energii cat mai reduse iar parametrii regimului de sudare (Is, Us,vs) sa fie astfel alesi incat sa rezulte o zona influentata termic ingusta. Cand acest lucru nu este posibil structura sudata trebuie tratata termic in vederea refacerii structurii initiale.
Pentru unele oteluri se recomanda preincalzirea si pentru a obtine o zona influentata termic cat mai ingusta, nu se recomanda depasirea temperaturii de 250sC intre straturi.
Sudura se realizeaza in straturi multiple fara pendularea electrodului.
Daca in procesul de executie este necesara o incalzire, in vederea executarii unor operatii mecanice (indoire, ambutisare,etc.) structura se degradeaza. Dupa terminarea acestor operatii este necesara refacerea structurii prin repetarea tratamentului termic initial.
Materialul de adaos care se recomanda la sudarea acestor oteluri trebuie sa aiba proprietati care caracterizeaza rezistenta mai scazuta ca a materialului de baza, dar superioara din punctul de vedere al ductibilitatii la temperaturi joase.
In cazul in care ansamblul sudat se supune unui tratament termic complet sau unui tratament termic de revenire, se utilizeaza materiale de adaos cu o compozitie chimica apropiata materialului de baza.
In unele cazuri se utilizeaza materiale de adaos austenitice.
Utilizarea materialelor de adaos austenitice cu caracter bazic elimina necesitatea tratamentului termic de detensionare si asigura structuri metalografice ductile care pot prelua tensiunile aparute in procesul de sudare.
Rezistenta imbinarii sudate, netratate termic, depinde de gradul transformarilor structurale in zona influentata termic si de proprietatile metalului cusaturii. In mod deosebit , in ZIT este afectata rezilienta imbinarii. Cu cat ZIT este mai ingusta, cu atat rezistenta imbinarii este redusa mai putin.
Tratamente termice
Pentru structurile sudate cu materiale de adaos, cu o compozitie chimica apropiata de cea a materiale de baza, se recomanda aplicarea unui tratament termic de revenire. Revenirea imbinarilor sudate contribuie la reducerea tensiunilor remanente, la imbunatatirea structurii metalografice si a proprietatilor mecanice, la reducerea duritatii zonelor calite si inlatura tendinta de formare a fisurilor.
Pentru a nu degrada structura metalului neafectat termic este necesar ca temperatura de revenire sa fie cu min. 50sC mai joasa decat temperatura de revenire aplicata initial metalului de baza.
Uneori racirea imbinarilor sudate pana la temperatura camerei fara o revenire prealabila, conduce la formarea fisurilor incetinite sub influenta tensiunilor remanente. Din aceasta cauza pentru unele imbinari sudate exista riscul de formare a fisurilor inainte de aplicarea tratamentului termic.
Perioada de la terminarea operatiei de sudare pana la aparitia primelor suduri variaza, in functie de calitatea materialului, de la 30min. pana la cateva ore. Cand nu este posibil sa se aplice un tratamentului termic imediat dupa operatia de sudare, se recomanda aplicarea unui tratament termic intermediar la temperaturi de 250-300sC.
Atunci cand se sudeaza oteluri netratate termic, problemele care apar la sudare sunt mai simple, dar este necesar ca intreaga structura sudata sa fie supusa unui tratament termic complet. In mod obisnuit, aplicarea unui tratament termic, pentru intreaga structura sudata nu este posibila.
Imbinarea sudata netratata termic are o rezistenta care depinde de gradul transformarilor structurale in ZIT si de proprietatile metalului cusaturii de sudura.
In subzona de revenire inalta se produce o scadere a rezistentei, iar in subzona de supraincalzire se produce o zona de rezistenta mai mare, dar cu o plasticitate mai redusa. In ZIT este afectata rezilienta imbinarii si cu cat ZIT este mai ingusta, cu atat rezistenta imbinarii este redusa mai putin.
Sudarea otelurilor inalt aliate
Otelurile inoxidabile apartin clasei de oteluri aliate care prezinta urmatoarele proprietati principale:
rezistenta la coroziune in mediu lichid in prezenta unor agenti corozivi (organici sau minerali);
rezistenta la coroziune in mediu gazos la temperaturi inalte.
Elementul principal de aliere este cromul (Cr) care confera acestor oteluri proprietatile caracteristice, la care se adauga nichelul (Ni) si alte elemente cum ar fi aluminiul (Al), molibdenul (Mo), cuprul (Cu), wolframul (W), titanul (Ti), niobiul (Nb), cobaltul (Co).
Denumirea de "otel inoxidabil" se utilizeaza pentru aliaje fier-crom sau fier-crom-nichel care contin cel putin 10-12% crom. Nichelul se introduce in aceste aliaje cu scopul de a imbunatati rezistenta la coroziune, proprietatile mecanice si comportarea la sudare. Ca elemente insotitoare, aceste oteluri contin carbon (C), siliciu (Si), mangan (Mn) si azot (N) in cantitati mici.
Din punctul de vedere al caracteristicilor fizico-chimice, otelurile inoxidabile se impart in trei mari categorii, dintre care doua se refera la aliajul fier-crom, iar a treia la aliajul fier-crom-nichel:
oteluri inoxidabile martensitice (OL.Ma);
oteluri inoxidabile feritice (OL.Fe);
oteluri inoxidabile austenitice (OL. Au).
Compozitiile chimice ale principalelor tipuri de oteluri inoxidabile si caracteristicile lor mecanice:
|
Categoria otelului |
Compozitia chimica |
sc min daN/2 mm |
sr min daN/2 mm |
s min % |
KW ~ daJ/2 cm |
||||||
|
C max. |
Cr |
Ni |
Ti min |
Nb min |
Mn |
Mo |
|||||
|
OL.Ma |
|
|
|
|
|
|
|
|
|
|
|
|
OL.Ma |
|
|
|
|
|
|
|
|
|
|
|
|
OL.Fe |
|
|
|
|
|
|
|
|
|
|
|
|
OL.Al |
|
|
|
|
|
|
|
|
|
|
|
Nota:
Otelurile austenitice contin de obicei 12-30% crom si 2-25% nichel si au un continut foarte scazut de carbon pentru a evita formarea carburilor.
Otelurile cu un continut mai ridicat de carbon sunt stabilizate cu Ti sau Nb.
Otelurile austenitice au proprietati fizice deosebite de ale otelurilor carbon astfel incat la sudare apar o serie de probleme deosebite:
tendinta mare de deformare a constructiei sudate;
concentrarea caldurii pe o zona limitata, ceea ce determina o patrundere mai adanca a sudurii in metalul de baza;
topirea mai rapida a metalului de adaos.
Pentru evitarea fisurarii la cald regimul de sudare trebuie sa fie caracterizat de utilizarea unor:
materiale de adaos, care sa asigure in metalul depus continutul optim de ferita;
electrozi cu diametrul mic;
curenti cu valoare scazuta;
viteze mari de sudare;
randuri de sudura filiforme, fara pendulare transversala;
electrozi cu caracter bazic.
Rezistenta metalului depus fata de fisurarea la cald este determinata si de forma cusaturii.
Cusaturile convexe sunt mai rezistente la fisurare decat cusaturile concave, sudate in conditii similare. Si cusaturile convexe pot avea fisuri dar acestea apar de obicei la radacina.
Pericolul de fisurare la radacina creste atunci cand imbinarea nu are o deschidere a rostului, deoarece diluarea metalului depus cu metalul de baza este mai mare, ceea ce poate conduce la o scadere a continutului de ferita sub limita optima.
In cazul tablelor groase cand sudura se executa in mai multe straturi continutul de ferita trebuie limitata la 4-5%.
Uneori randurile de umplere adica cele care nu vin in contact cu metalul de baza se executa cu electrozi cu un continut minim de ferita suficient pentru a asigura rezistenta necesara la fisurare.
Micsorarea raportului dintre latimea cusaturii si adancimea de patrundere, contribuie la cresterea rezistentei fata de formarea fisurilor fenomen invers sudarii otelurilor carbon.
In cazul sudarii otelurilor cu continut mare de nichel la care nu se poate asigura in cusatura continutul optim de ferita, evitarea formarii fisurilor poate fi obtinuta numai prin respectarea stricta a masurilor tehnologice indicate.
La sudarea otelurilor austenitice, partea cea mai sensibila la fisurare este craterul. Daca exista fisuri, ele trebuie indepartate prin daltuire sau polizare.
Masuri tehnologice la sudare pentru evitarea coroziunii. Pentru evitarea fenomenului de coroziune intercristalina tehnologia de sudare trebuie sa prevada o incalzire cat mai mica si o mentinere cat mai redusa in domeniul temperaturilor periculoase a metalului de baza.
Factorii tehnologici care contribuie la reducerea pericolului de coroziune intercristalina sunt:
alegerea unor materiale de adaos care sa asigure in metalul depus un continut mic de carbon (sub 0,05%) sau cantitatea corespunzatoare de elemente stabilizatoare;
curent de valoare mica;
viteza mare de sudare;
depunerea unor randuri de sudura filiforme.
In cazul executarii unei cusaturi din mai multe straturi, fiecare rand nou de sudura se depune dupa racirea imbinarii la temperatura de aprox. 100sC. Uneori se foloseste racirea fortata a imbinarii (radacina imbinarii se raceste cu un jet de aer comprimat sau apa).
Stratul care vine in contact cu mediul corosiv se sudeaza in ultimul rand, pentru a nu fi supus la incalziri repetate.
Piesele cu suprafete netede prezinta o rezistenta superioara la coroziune in comparatie cu piesele care au diferite neregularitati pe suprafete. O astfel de neregularitate o formeaza ingrosarea cordoanelor de sudura. Din aceasta cauza, se recomanda ca ingrosarea cordoanelor de sudura sa fie polizata pana la suprafata materialului. Polizarea trebuie sa fie insotita de o racire abundenta, pentru a nu provoca incalzirea materialului. Daca operatia de polizare nu este prevazuta, se impune conditia ca suprafata cordonului de sudura sa fie neteda, fara defecte de suprafata si cu o trecere lina de la metalul de baza la cusatura de sudura.
Pentru a nu deteriora suprafata materialului sau a cordonului de sudura deja executat, nu se permite amorsarea arcului pe suprafata materialului sau a cordonului de sudura executat anterior.
Culoarea albastra pe care o capata materialul in zona cordonului de sudura este un factor care grabeste coroziunea. Inlaturarea culorii se face prin decapare.
Datorita proprietatilor sale fizice piesele din otel austenitic au o tendinta mare de deformare in urma procesului de sudare. Pentru reducerea deformatiilor, regimul de sudare trebuie sa fie caracterizat printr-o concentrare maxima a incalzirii.
Indreptarea la rece a pieselor din otel austenitic se face foarte greu, datorita ecruisarii care se produce in urma acestei operatii. Piesele ecruisate au o rezistenta scazuta la coroziune.
La sudarea manuala cu arc electric a otelului austenitic se va folosi un arc scurt pentru a asigura o protectie superioara a zonei arcului si pentru a reduce stropirea.
La pregatirea pieselor pentru sudare se vor lua urmatoarele masuri:
tablele si conductele se vor aseza pe sipci de lemn pentru a preveni loviturile sau zgarieturile care in exploatare devin amorse de coroziune;
dispozitivele pe care se aseaza piesele in vederea prelucrarii sau sudarii vor fi din lemn, cauciuc sau otel inoxidabil, in vederea evitarii zgarieturilor cat si a contactului cu piese din otel carbon;
toate sculele si dispozitivele metalice care se folosesc la manipularea, prelucrarea, asamblarea sau la verificarea si curatirea sudurilor se vor face fie din otel inoxidabil sau placat cu acesta, fie din material plastic (discuri de polizare, ciocane, perii, etc.)
in cursul operatiei de sudare se va evita ca clestele de sudare sa vina in contact cu piesele care se sudeaza.
Se vor respecta distantele intre prinderile provizorii prin sudura indicate in tabelul urmator:
|
Grosimea tablei ( mm) |
|
|
|
Peste 6 |
|
Distanta intre punctele de sudura ( mm) |
|
|
|
|
Pentru imbinarea otelurilor austenitice sudarea manuala cu arc electric este in prezent cel mai utilizat procedeu si se utilizeaza in special la lucrarile de montaj, unde mecanizarea operatiei de sudare se realizeaza mai greu.
Electrozii se aleg in functie de componentele de sudat in asa fel incat metalul depus sa aiba o compozitie chimica apropiata de a metalului de baza.
Daca imbinarea urmeaza sa fie exploatata in medii puternic corozive, stabilizat de baza va avea un continut mic de carbon (<0,03) sau va fi stabilizat cu niobiu.
Electrozii trebuie sa asigure un metal depus similar cu metalul de baza sau in ambele cazuri , un metal stabilizat cu niobiu. Nu se foloseste titanul ca element stabilizator, datorita oxidarii sale puternice in arc.
Marci de electrozi pentru sudarea otelurilor inoxidabile austenitice
|
Tipul otelului dupa DIN-R.F.G. si (AISI-S.U.A.) |
Tipul electrodului dupa AWS-ASTM |
Producator |
Obs. |
|
|
ARCOS |
ESAB |
|
||
|
X12CrNi17.7 (301) X12CrNi18.8 (302) X50CrNi18.9 (304) |
E 308 |
CHROMEND-308 CHROMEND-EB CHROMEND-Lc |
OK6130 (R205) OK6140 (Z18/8/Ony) OK61.41 |
a |
|
- (302 b) |
E 309 |
CHROMEND-309 CHROMEND-Hc CHROMEND-309-Lc CHROMEND-309-Cb |
OK6775 (R10) |
b |
|
X2CrNi18.9 ( |
E 347 E |
CHROMEND-347 CHROMEND-EB-Cb CHROMEND-308-Lc |
OK6180 |
|
|
X15CrNiS20.12 (309, 309S) |
E 309 |
CHROMEND-309 CHROMEND-Hc CHROMEND-309-Lc CHROMEND-309-Cb |
OK6775 |
|
|
X10CrNiTi18.9 (321) |
CHROMEND-347 CHROMEND-EB-Cb CHROMEND-347-Lc CHROMEND-EB-Cb-Lc |
OK6181 |
c |
|
|
X10CrNiTi18.9 (347) |
E 347 |
CHROMEND-347 CHROMEND-EB-Cb CHROMEND-347-Lc CHROMEND-EB-Cb-Lc |
OK6181 |
d |
Nota:
tipul de material de adaos E 308 se refera atat la compozitia 18Cr.8Ni, cat si la 19Cr/9Ni; metalul depus trebuie sa asigure in mod normal max. 0.08% C; min 19.0% Cr si min 9.0 % Ni;
tipul de material de adaos E 310 (cu max. 1.5% Si) poate fi utilizat ca metal de adaos, dar cresterea continutului de siliciu al metalului de baza poate duce la fisurarea cusaturii;
electrozii din otel X10CrNiTi 18.9 (321) nu se fabrica curent, deoarece titanul se oxideaza in timpul sudarii;
sudarea sectiunilor groase trebuie facuta cu atentie datorita pericolului de fisurare in zona influentata termic.
Metalul stabilizat, in comparatie cu cel cu continut redus de carbon, are o rezistenta mai mica la coroziune. In general electrozii trebuie sa asigure un metal depus cu structura bifazica, cu 5-10% ferita.
Daca imbinarile vor fi exploatate la temperaturi inalte, continutul de ferita trebuie limitat la 2-4%, in cazul tablelor groase.
Pentru a obtine un continut determinat de ferita, trebuie sa se asigure un raport precis intre elementele de aliere. Deoarece continutul unor elemente de aliere din sarmele electrozilor variaza intre limite destul de largi, variaza si continutul de ferita din metalul depus. Din aceasta cauza metalul depus cu doua sarje de electrozi din aceeasi marca poate rezista in mod diferit la fisurare.
Uneori se regleaza continutul de ferita prin modificarea invelisului electrodului, in functie de compozitia chimica reala a sarmelor electrozilor.
Pentru imbinarile mai importante se recomanda verificarea metalului depus la tendinta de fisurare. Verificarea se face pe fiecare sarja.
Pregatirea muchiilor in vederea sudarii
In tabel se fac referiri cu privire la prelucrarea muchiilor tablelor si a tevilor din otel austenitic , in vederea operatiei de sudare.
Moduri de prelucrare a muchiilor tablelor si a tevilor din otel austenitic
Regimul de sudare Pentru a impiedica supraincalzirea metalului de baza si pentru a asigura o protectie mai buna fata de atmosfera se recomanda executarea sudarii prin depunerea unor randuri filiforme, fara pendularea electrodului. Latimea randului nu trebuie sa fie mai mare de 2,5 ori diametrul electrodului. Randurile se depun astfel incat intre ele sa nu ramana adancituri in care sa se poata strange zgura.
Raportul dintre intensitatea curentului si diametrul electrodului este, de obicei, 30-35 A/mm (la otelurile carbon acest raport este 45-50 A/mm).
Pentru pozitiile diferite de cea orizontala nu se recomanda folosirea unor electrozi cu diametrul mai mare de 4mm, deoarece se formeaza o cantitate mare de metal lichid, care are tendinta de scurgere.
Lungimea electrozilor din otel austenitic este mai mica decat a electrozilor din otel carbon pentru a nu se produce supraincalzirea lor, datorita conductivitatii termice si electrice scazute.
Parametrii regimului de sudare la sudarea manuala cu arc electric:
|
Diametrul electrodului, (mm) |
Lungimea electrodului,(mm) |
Tensiunea arcului, (V) |
Curentul de sudare, (A) |
||
|
Sudare orizontala |
Sudare verticala de jos in sus |
Sudare pe plafon si verticala de jos in sus |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Tratamente termice se aplica dupa sudarea otelurilor austenitice atunci cand exista pericolul aparitiei coroziunii fisurante.
Tratamentul termic de austenitizare la 1050-1150sC elimina tensiunile in proportie de 90-95% precum si a efectului ecruisarii.
Daca se aplica un tratament termic de austenitizare la 850-900sC se produce o scadere a plasticitatii ca urmare a precipitarii carburilor. Deoarece la temperaturi de 1050-1150sC structurile sudate pot capata deformatii neadmisibile se recomanda aplicarea unui tratament termic pana la 450sC la care se elimina o parte din tensiunile remanente. Durata de mentinere este de 4 ore pentru fiecare 25mm din grosimea metalului, dar min.4 ore.
Sudarea otelurilor inoxidabile martensitice
Otelurile
inoxidabile martensitice contin, in general, 12 . 18% Cr, sunt magnetice
si se calesc in aer dupa incalziri la
Insusirile lor mecanice variaza mult cu compozitia chimica si cu tratamentul termic aplicat. Datorita faptului ca aceste oteluri se calesc si se fisureaza usor ele fac parte dintre otelurile care prezinta cele mai mari dificultati la sudare. Hidrogenul are o actiune nociva cauzand fragilizarea otelurilor.
Continutul de carbon de 0,5-0,40%, este mai ridicat in comparatie cu otelurile austenitice. Capacitatea de deformare este mica astfel ca la structurile rigide pot apare fisuri.
Masurile generale pentru evitarea acestor neajunsuri sunt:
limitarea continutului de hidrogen din cusatura prin uscarea corecta a electrozilor inainte de utilizare, prin sudarea cu arc electric scurt, prin curatare ingrijita inainte de sudarea pieselor, de substante generatoare de hidrogen;
sudarea cu electrozi austenitici stabilizati de tipul 18Cr/8Ni; 25Cr/20Ni; 18Cr/7Mn; sudarea cu electrozi austenitici neaplicandu-se cand structura sudata lucreaza intr-un mediu sulfuros, cand aceasta este supusa la variatii mari de temperatura (apare oboseala termica a austenitei) si cand structura trebuie tratata termic pentru a se asigura insusiri mecanice ridicate; in asemenea cazuri, se recomanda electrozi de tipul 13Cr;
aplicarea unei preincalziri;
aplicarea unui tratament termic dupa sudare cu scopul de a reduce variatiile bruste de duritate; temperatura la care se face tratamentul termic TT se calculeaza in functie de F; pentru diferite valori ale lui F:
|
F, % |
TT, |
|
< 2 > 24 |
|
Sudarea manuala cu electrozi inveliti a otelurilor inoxidabile martensitice da rezultate satisfacatoare.
Alegerea electrozilor se face in functie de conditiile de exploatare a imbinarii sudate (medii corosive, socuri termice) si a particularitatilor la sudare a tipului de otel folosit.
Folosirea materialelor de adaos austenitice in special pentru lucrari de reparatii, nu este indicata pentru structuri exploatate in mediu gazos bogat in sulf, solicitate la socuri termice sau cand este indicat un un tratamentul termic.
Pentru sudare se folosesc electrozi austenitici care au un continut scazut de carbon (<0,03%) sau elemente stabilizatoare (Ni) pentru a evita coroziunea intercristalina.
Electrozii
cu invelis bazic de tipul "hidrogen putin" trebuie bine uscati
inainte de sudare (250-
Sudarea se face cu arc electric scurt; in caz contrar, apar incluziuni de zgura si pori. Se folosesc curenti de sudare cat mai apropiati de limita maxima admisa. Tensiunea optima a arcului este de 20-25V. Se recomanda ca sudarea sa se faca cu viteze mari, fara pendularea electrodului.
Cusaturile de sudura se vor realiza in mai multe treceri, cu randuri filiforme. Dupa fiecare strat se recomanda polizarea pentru eliminarea zgurii ramase si a fisurilor in craterele ce apar la terminarea unui electrod.
Marci de electrozi pentru sudarea otelurilor inoxidabile martensitice:
|
Tipul otelului dupa: DIN-RFG (AISI-SUA) |
Tipul Electrodului AWS-ASTM |
Producator |
Obs. |
|
|
ARCOS |
ESAB |
|||
|
X7Cr13 (403) X10Cr13 X15Cr13 |
E.410 |
CHROMEND-M CHROMEND-12 |
|
a |
|
X7Cr13 (403) X10Cr13 (410) |
E.308 E.309 |
CHROMEND-308 CHROMEND-308-Lc CHROMEND-EB CHROMEND-EB-Lc |
OK.61.30 (R 205) OK.60.40 (Z18/8/Ony) |
|
|
X15Cr13 |
E.310 |
CHROMEND-He CHROMEND-Lc CHROMEND-309 CHROMEND-309-Lc CHROMEND-309-Cb CHROMEND-Hc-Cb CHROMEND-H CHROMEND-Cb |
OK.67.15(R7) |
b |
|
X22CrNi17 (431) |
E.410 |
CHROMEND-M CHROMEND-12 |
|
c |
|
X22CrNi17 (431) |
E.308 E.309 E.310 |
CHROMEND-308 CHROMEND-308-Lc CHROMEND-EB CHROMEND-EB-Lc CHROMEND-Mc CHROMEND-Lc CHROMEND-309 CHROMEND-309-Lc CHROMEND-309-Cb CHROMEND-Hc-Cb CHROMEND-H CHROMEND-Cb |
OK.61.30 (R205) OK.60.40 (Z18/8/Ony) OK.67.15(R7) |
|
Observatii:
recoacerea inmoaie si confera plasticitate zonei influentate termic si cusaturii, cusatura se comporta similar cu metalul de baza in ceea ce priveste tratamentul termic;
aceste materiale de adaos austenitice asigura o cusatura moale si plastica, dar zona influentata termic prezinta o plasticitate limitata;
necesita preincalzire si un tratament termic pentru eliminarea fisurilor;
necesita preincalzire.
Temperatura de preincalzire nu trebuie sa fie mai mica decat temperatura punctului de transformare martensitica. Pentru a evita formarea fisurilor preincalzirea se aplica inaintea prinderii in puncte de sudura, incalzirea facanduse intr-un cuptor cu atmosfera controlata.
Temperatura de preincalzire trebuie mentinuta in timpul operatiei de sudare, se evita sudarea in spatii avand curenti de aer, iar procesul de sudare trebuie realizat fara intrerupere.
Pentru a contribui la mentinerea temperaturii de preincalzire, se utilizeaza regimuri de sudare caracterizate printr-o energie liniara ridicata, respectandu-se insa prescriptiile producatorului de electrozi in ceea ce priveste curentul de sudare.
Tratamentul termic
trebuie aplicat imediat dupa sudare, evitand racirea pieselor sub
temperatura de fisurare. La structuri mai putin rigide dupa sudare
piesele se racesc la 150-
Sudarea otelurilor inoxidabile feritice
Sudarea manuala cu electrozi inveliti se aplica cu bune rezultate prin folosirea unei energii liniare minime in procesul de sudare.
Electrozii vor avea diametre mai mici iar curentul de sudare va fi adoptat spre limita superioara.
Intre
straturi se va suda cu intreruperi pentru a nu se depasi temperatura
de
Se lucreaza cu viteze mari de sudare.
Otelurile inoxidabile feritice (15-30%Cr) se caracterizeaza prin rezistenta la coroziune si oxidare la temperaturi ridicate chiar in prezenta sulfului. Sunt oteluri amagnetice si nu se calesc.
La
temperaturi peste
La temperaturi de cc.
Eliminarea acestui
inconvenient se face prin incalzirea la 700-
Otelurile
inoxidabile feritice sunt fragile la temperaturi sub
Scopul preincalzirii este de a lucra la o la temperatura superioara celei de fragilizare iar temperatura de preincalzire se va mentine pana la sfarsitul operatiei de sudare.
Dupa sudare se vor evita solicitari mecanice (roluire, indreptare,etc.) avand in vedere caracterul fragil al ZIT.
Materialele de adaos folosite sunt cele de tip austenitic. ZIT este fragila si sensibila la crestatura, iar cusatura este plastica, micsorand rigiditatea pe ansamblul structurii.
Daca imbinarea sudata este exploatata in medii gazoase bogate in sulf si la socuri termice se folosesc materiale de adaos similare cu ce cele de baza, pentru ultimele 2-3 straturi de suprafata.
Materialele de adaos cu continut ridicat de Ni de tip Ni-Cr-Fe, avand coeficient de dilatare termica apropiat de al otelurilor feritice se utilizeaza la structuri solicitate prin socuri termice dar in absenta mediilor corosive cu sulf.
Tratamentul termic
In cazul in care se aplica tratamente termice materialele de adaos austenitice trebuie sa aiba elemente stabilizatoare pentru prevenirea coroziunii intercristaline. Datorita coeficientilor de dilatare diferiti se recomanda realizarea unui strat tampon, similar placarii.
Tratamentul termic recomandat
consta in incalzirea dupa sudare la
Racirea se face
pana la
Avantajele procedeului de sudare manuala cu electrozi inveliti
productivitate buna ;
posibilitatea sudarii unei game foarte largi de materiale si grosimi ;
sudarea in orice pozitie si in locuri greu accesibile ;
asigurarea unor proprietatea fizico-mecanice ridicate imbinarilor sudate ;
consumabile ieftine si diversificate;
echipamente relativ ieftine si simple.
Dezavantaje procedeului de sudare manuala cu electrozi inveliti
nu se pot suda grosimi mici (<3mm) ;
riscul aparitiei impuritatilor in cusatura, datorita zgurii ;
controlul redus al cantitatii de caldura introdusa in sudura ;
pierderi de material de adaos prin capetele inutilizabile ale electrozilor si stropi ;
pastrarea electrozilor in conditii stricte din punct de vedere al mediului ambiant si pregatirea lor inaintea sudarii (uscare, calcinare).
NOTIUNI ASUPRA CRAITUIRII CU ELECTROZI DE CARBUNE (NEFUZIBIL)
Craituirea (scobirea arc - aer) este un procedeu de prelucrare si consta in topirea cu arc electric cu ajutorul unui electrod de carbune, a unui canal de o anumita adancime, concomitent cu suflarea metalului topit cu un jet de aer comprimat. Pentru rabotare se executa un rand de scobiri alaturate, dupa care se tesesc crestele ce rezulta.
Arcul electric se mentine intre piesa de sudat si un electrod de carbune grafitat sau cuprat, avand grosimea cat latimea santului ce urmeaza a fi scobit. Indepartarea metalului topit se executa cu jetul de aer suflat printr-un orificiu al clestelui portelectrod dispus in spatele electrodului.
Ansamblul unei instalatii arc-aer nu difera de cel al unei instalatii de taiere oxi-arc decat prin faptul ca in locul buteliei de oxigen, port-electrodul de constructie speciala este legat la o conducta de aer comprimat. Tubul de cauciuc de la niplul, portelectrodului se leaga la un rezervor tampon al unei conducte de aer comprimat in care presiunea este prestabilita.
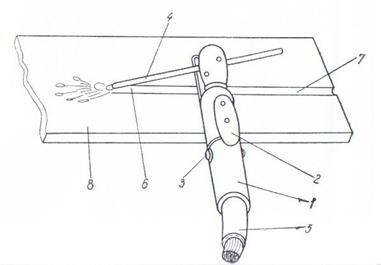
Dupa amorsarea arcului si apasarea pe butonul valvei de aer comprimat 3, jetul de aer debitat printr-un orificiu plasat sub electrodul de carbune indeparteaza metalul topit realizandu-se canalul (santul) 7.
Daca electrodului i se imprima oscilatii transversale, latimea santului poate fi marita pana la de trei ori. Adancimile maxime variaza in functie de inclinarea electrodului si se obtin la inclinari de 45, adancimile minime se obtin la inclinari de 25s.
In atelierele de sudare, procedeul este folosit la craituirea radacinilor sudurilor, cand se executa sudarea pe partea opusa, la indepartarea defectelor din suduri si la tesirea marginilor, de asemenea este folosit la craituirea defectelor pieselor din otel turnat, la debavurari, etc.
Cleste pentru craituirea arc - aer si modul de executie a santului:
|
manerul clestelui; levier de strangere a electrodului; valva de aer comprimat; electrod de carbune; conductor de curent; jet de aer; canal; piesa de lucru; |
|
Suprafata scobiturii este nitrurata si carburata din cauza azotului din aer si a carbonului din electrod. Procedeul este mult mai economic fata de craituirea mecanica cu dalta pneumatica
| Contact |- ia legatura cu noi -| | |
| Adauga document |- pune-ti documente online -| | |
| Termeni & conditii de utilizare |- politica de cookies si de confidentialitate -| | |
| Copyright © |- 2026 - Toate drepturile rezervate -| |
|
|
|||
|
|||
|
|||
Analize pe aceeasi tema | |||
|
| |||
|
|||
|
|
|||