|






 |  |

| Aeronautica | Comunicatii | Drept | Informatica | Nutritie | Sociologie |
| Tehnica mecanica |
Tehnica mecanica
|
|
Qdidactic » stiinta & tehnica » tehnica mecanica Osii si Arbori |
Osii si Arbori
Osii si Arbori
Osiile si arborii sunt organe de masini avand rolul de a sustine alte elemente care contribuie la transmiterea miscarii de rotatie .
Osiile si arborii drepti sau liniari au axa geometrica dreapta , comuna cu axa de rotatie .
Osiile , avand functia principala de sustinere a altor elemente cu miscare de rotatie , nu transmit momente de torsiune , deci sunt solicitate numai la incovoiere .
Osiile se clasifica de obicei in :
osii fixe , folosite ca reazeme pentru alte elemente care se rotesc liber pe ele ;
osii mobile , ce se rotesc in reazeme impreuna cu celelalte fixate pe ele .
Arborii , spre deosebire de osii , au fuctia principala de transmitere a miscarii de rotatie si a unui moment de rasucire .Principalul criteriu de clasificare a arborilor drepti il constituie deci tipul de solicitare la care sunt supusi .
Dupa acest criteriu exista :
arbori de torsiune , solicitati numai la torsiune ;
arbori supusi la solicitari compuse , solicitati la torsiune si i ncovoiere ;
|
b. marirea preciziei prelucrarii prin transferul preciziei prinderii in dispozitiv, asupra intregului sistem tehnologic, in sens favorabil, fiind posibil sa se obtina precizii ridicate pe masini - unelte cu performante necorespunzatoare, precizia necorespunzatoare a dispozitivului influenteaza negativ precizia prelucrarii ;
c. reducerea efortului fizic al operatorului, in mod deosebit pentru realizarea fixarii semifabricatului sau a sculei pe masina - unealta ;
d. posibilitatea automatizarii complexe a prelucrarilor pe masini - unelte, sau intr-un sistem integrat de masini - unelte.
II. MEMORIUL JUSTIFICATIV DE CALCUL
1.Stabilirea itinerarului tehnologic
Itinerarul tehnologic necesar obtinerii pieselor din tema de proiectare este urmatorul:
1. Debitare
2. Frezare
1.1. Frezare degrosare suprafata 1
1.2. Frezare degrosare suprafata 2
1.3. Frezare degrosare suprafata 3,4
1.4. Frezare degrosare suprafata 5,6
3. Frezare
1.7. Frezare finisare suprafata 1
1.8. Frezare finisare suprafata 3
4. Frezare
4.1. Frezare canal 40
5. Frezare
5.1. Frezare canal 64 (degajare)
6. Tratament termic
7. C.T.C
2.Elaborarea schemelor de orientare ale semifabricatelor
aferente tuturor fazelor procesului tehnologic
Pentru prelucrarea pieselor se alege ca semifabricat de pornire unul bara, avand dimensiunile (50)x(40)x(2500).

Schemelor de orientare ale semifabricatelor aferente tuturor fazelor procesului tehnologic conform I.T. sunt urmatoarele:
a) Orientarea aferenta fazei 2.1.(frezare suprafata 1);
b)
c) Orientarea aferenta fazei 2.2.(frezare suprafata 2);
c) Orientarea aferenta fazei 2.3.(frezare suprafata 3,4);
d) Orientarea aferenta fazei 2.5.(frezare suprafata 5,6);
d) Orientarea aferenta fazei 2.7.(frezare finisare suprafata 1);
e) Orientarea aferenta
fazei 2.8.(frezare finisar
fig.1 Arborii cotiti sau cei cu came contribuie la
transformarea miscarii de rotatie in miscare de translatie
. Principalul material din care se construiesc osiile
si arborii este otelul . Se folosesc , in special , urmatoarele marci
de otel : PL 37 , OL 42 , OL 50 , OL 60 , OT 45 , OT 50 , OT 60 , OLC 25 ,
OLC 30 , OLC 45 . Se mai intrebuinteaza diferite marci
de oteluri aliate , ca : AUT 40 ,
41 Cr 10 , 41 MoCr 11 , 13 CrNi 15 . In mod obijnuit , arborii si osiile se executa
prin strunjire din profiluri laminate , care se strunjesc pe toata
lungimea . 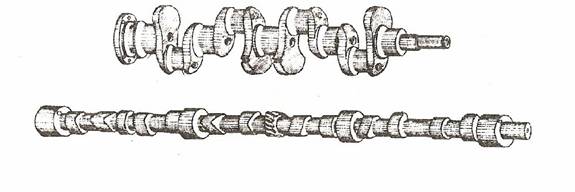
| Contact |- ia legatura cu noi -| | |
| Adauga document |- pune-ti documente online -| | |
| Termeni & conditii de utilizare |- politica de cookies si de confidentialitate -| | |
| Copyright © |- 2025 - Toate drepturile rezervate -| |
|
|
|||
|
|||
|
|||
Esee pe aceeasi tema | |||
|
| |||
|
|||
|
|
|||