|






 |  |

| Aeronautica | Comunicatii | Drept | Informatica | Nutritie | Sociologie |
| Tehnica mecanica |
Nutritie
|
|
Qdidactic » stiinta & tehnica » nutritie controlul si expertiza produselor alimentare - caracterizarea fizico-chimica a calitatii prospaturilor de pui |
controlul si expertiza produselor alimentare - caracterizarea fizico-chimica a calitatii prospaturilor de pui
REZUMAT
Lucrarea de diploma cu titlul „Caracterizarea fizico-chimica a calitatii prospaturilor de pui” este structurata pe sapte capitole. In lucrarea de fata am determinat calitatea organoleptica si fizico-chimica a unui sortiment de parizer din carne de pui, prelevat din comertul indigen.
Din dorinta de a diversifica sortimentele de produse din carne in membrana, pe piata romaneasca in ultimul deceniu au aparut noi produse, care desi nu sunt traditionale, s-au impus prin calitatea nutritiva si digestibilitate ridicata. Printre acestea se numara si parizerul din carne de pasare.
Problema alimentatiei este una dintre cele mai importante probleme ale lumii contemporane. Preocuparea pentru productia de alimente este rezultatul unui proces evolutiv, pe masura aparitiei diferitelor teorii legate de alimentatia rationala.
Sub numele de prospaturi, se inteleg preparatele de carne fabricate din carne tocata si condimentata introdusa in membrane naturale sau artificiale, produse care sunt supuse apoi unor tratamente termice putandu–se folosi in alimentatie ca atare.
Prospaturile au o valoare nutritiva ridicata asigurand si mentinand echilibrul fiziologic si nutritiv al organismului prin aport de factori nutritivi cum ar fi: proteine, grasimi, glucide, vitamine, saruri minerale, compusi esentiali pentru satisfacerea nevoilor umane in ceea ce priveste o alimentatie normala, completa si sanatoasa.
Datorita procentului ridicat de apa, datorita faptului ca sunt slab afumate si au aspect organoleptic placut, prospaturile sunt solicitate de o gama foarte larga de consumatori, mai ales de catre copii si batrani. Prin imbunatatirea retelelor de fabricatie si prin aplicarea de noi tehnologii s–a reusit diversificarea si imbunatatirea calitatii preparatelor din carne, implicit a celor din clasa prospaturilor.
ABSTRACT
Present Diploma thesis, entitled Physico chemical characterization of the quality of fresh chicken products is structured on seven chapters. In this study we determined the organoleptically and physical chemical quality of a variety of chicken sausage, taken from indigenous trade.
The desire to diversify the assortment of meat products in membrane, on the Romanian market appeared new products in the last decade, although not traditional, they imposed by the high nutritional quality and good digestibility. These include also the sausage from meat poultry.
Food problem is one of the most important problems of the contemporary world. Concerning for food production is the result of an evolutionary process, as the appearance of various theories of rational nutrition.
Under the name “fresh products”, we find meat products made from minced meat with spices content introduced in natural or artificial membranes. Then, these products are subjected to heat treatment and can also be used in diet as such.
“The fresh products” have a high nutritional value, providing and maintaining the body's physiological balance and the nutrient intake of nutrients such as: proteins, fats, carbohydrates, vitamins, minerals, essential compounds to satisfy components, meet human needs in terms of normal, complete and healthy diet.
Due to the high content of water, because they are less smoked and have pleasant sensory aspect, consumers, especially children and elderly, prefer “the fresh products”.
By improving the manufacturing recipes and by the application of the new technologies the researchers were been able to improve the quality of meat products, therefore those of the fresh products category.
capitolul I.
OBIECTUL PROIECTULUI
Problema alimentatiei este una dintre cele mai importante probleme ale lumii contemporane. Preocuparea pentru productia de alimente este rezultatul unui proces evolutiv, pe masura aparitiei diferitelor teorii legate de alimentatia rationala.
Studiul alimentatiei umane a contat relativ tarziu in domeniul preocuparilor stiintifice, cu toate ca in timpuri indepartate s-au facut legaturi intre alimentatie si patologie. Niciodata ca in zilele noastre, inca nu s-a acordat atata importanta nutritiei in profilaxia imbolnavirilor si patogeniei.
In ultimii ani un rol foarte important se acorda relatiei alimentatiei – boala in speranta ca se va elabora o tactica “alimentatie – sanatate”.
Specia umana pe parcursul existentei sale si-a creat un metabolism complet deservit de un echipament enzimatic divers.
Pavlov spune ca “alimentatia este cel mai important factor de mediu care influenteaza organismul”.
Orice organism viu este legat de mediu prin necesitatea incorporarii substantelor pe baza carora se dezvolta functiile vitale.
“Daca reusim – spunea Hipocrate – sa gasim pentru fiecare om echilibrul dintre alimentatie si exercitiile fizice, astfel incat sa nu fie si prea mult nici prea putin, am reusit sa descoperim mijlocul de intretinere al sanatatii”.
Industria carnii a aparut pe scheletele fostelor abatoare rurale si orasenesti din zonele de traditie din domeniul taierii animalelor si prelucrarii carnii.
Prin “carne” se intelege musculatura striata a carnii cu toate tesuturile cu care vine in legatura naturala, adica impreuna cu tesuturile conjunctive: fibros, cartilaginos, adipos, osos, precum si nervi, vase de sange si ganglionii limfatici.
Proportia diferitelor tesuturi din carne depinde de: specie, rasa, varsta, sex, stare de ingrasare si regiunea carcasei.
Tesutul muscular reprezinta partea cea mai valoroasa a carnii, reprezentand 40 – 50% din masa organismului.
1.1. Prezentarea clasei preparatelor de tip prospaturi
Preparatele din carne in membrana sunt produse din carne, obtinute prin tehnologii speciale de sarare, malaxare, maturare, tocare, amestecare cu condimente si diferite ingrediente secundare, introduse in membrane si prelucrate prin fierbere, afumare si maturare–uscare.
Sub numele de prospaturi, se inteleg preparatele de carne fabricate din carne tocata si condimentata introdusa in membrane naturale sau artificiale, produse care sunt supuse apoi unor tratamente termice putandu–se folosi in alimentatie ca atare.
Prospaturile au o durata scurta de conservare comparativ cu alte produse din carne. In sensul restrans al cuvantului, prin prospaturi se inteleg preparatele din carne prelucrate prin fierbere si afumare sau numai prin fierbere
Prospaturile au o valoare nutritiva ridicata asigurand si mentinand echilibrul fiziologic si nutritiv al organismului prin aport de factori nutritivi cum ar fi: proteine, grasimi, glucide, vitamine, saruri minerale, compusi esentiali pentru satisfacerea nevoilor umane in ceea ce priveste o alimentatie normala, completa si sanatoasa.
Datorita procentului ridicat de apa, datorita faptului ca sunt slab afumate si au aspect organoleptic placut, prospaturile sunt solicitate de o patura foarte larga de consumatori, mai ales de catre copii si batrani. Prin imbunatatirea retelelor de fabricatie si prin aplicarea de noi tehnologii s–a reusit diversificarea si imbunatatirea calitatii preparatelor din carne, implicit a celor din clasa prospaturilor.
Preparatele din carne se clasifica dupa doua criterii de baza:
– al tratamentului termic
– al maruntirii componentelor care formeaza compozitia.
In functie de primul criteriu, preparatele din carne pot fi:
– preparate din carne crude: carnati cruzi (proaspeti), pasta de carne pentru mici, carne tocata;
– preparate din carne pasteurizate: tobe, caltabosi, sangerete, lebervursti, slanina fiarta cu boia sau usturoi, cas de carne cu ficat (drob);
– preparate afumate: carnati afumati, slanina afumata, costita afumata, picioare afumate, oase garf afumate;
– preparatele afumate la cald, pasteurizate
 – preparate fara structura (sau
prospaturi): cremwursti, parizer, polonez frankfurteri;
– preparate fara structura (sau
prospaturi): cremwursti, parizer, polonez frankfurteri;
– preparate cu structura eterogena salamuri si carnati;
– preparate afumate la cald, pasteurizate, afumate la rece, salam de vara clasic;
– specialitati pasteurizate: rulada, muschi picant, sunca;
 – specialitati afumate, piept condimentat,
cotlet haiducesc, muschi Montana;
– specialitati afumate, piept condimentat,
cotlet haiducesc, muschi Montana;
– specialitati afumate la cald, pasteurizate piept fiert si afumat, rulada cu limba;
– specialitati pasteurizate, afumate: muschi tiganesc;
specialitati afumate, uscate: pastrama de oaie.
In functie de cel de–al doilea criteriu, preparatele din carne se clasifica in:
– preparate din carne netocata: toate specialitatile;
– preparatele din carne tocata: restul preparatelor.
In general, preparatele din carne in membrane care se consuma fara o prealabila pregatire culinara ulterioara se numesc mezeluri
1.2. Caracteristicile cremwustilor
1.2.1. Proprietatile organoleptice ale cremwurstilor
Tabelul 1
|
Forma: |
– corespunzatoare membranelor folosite; – bucati cilindrice de circa 12 cm cu diametrul 18–22 mm sau 28 mm, obtinute prin rasucirea membranei in siraguri, legate sub forma de ciorchine. |
|
Aspect exterior: |
– suprafata curata, nelipicioasa, cu invelis continuu, nedeteriorat, fara pete si incretituri; – culoarea galben – rosietica spre caramiziu, fara pete de mucegai. |
|
Aspect pe sectiune |
– masa compozitiei bine legata, compacta si uniforma, fara goluri de aer si fara aglomerari de apa sau grasime topita in masa sau sub membrana; – nu se admit bucati de flaxuri mai mari de 2 mm; – culoarea roz–pal. |
|
Consistenta |
– elastica; la usoara apasare cu degetul revine la forma initiala. |
|
Miros si gust |
– placut, specific produsului proaspat si condimentelor folosite; – fara miros si gust strain (de mucegai, acru, ranced etc.). |
(Manualul ing. vol I, 1998)
1.2.2. Proprietatile fizico–chimice la cremwursti
Tabelul 2
|
Caracteristici |
Conditii de admisibilitate |
|
Apa (% max.) |
67 |
|
Substanta grase (% max.) |
30 |
|
Clorura de sodiu (% max.) |
2,8 |
|
Azot usor hidrolizabil (mg NH3/100 g max.) |
30 |
|
Substante proteice totale, (% min.) |
10 |
|
Azotiti (NO2 mg/100 g max.) |
7 |
(Manualul ing. vol I, 1998)
1.2.3. Proprietatile bacteriologice ale cremwurstilor
Tabelul 3
|
Conditii microbiologice |
Limite maxime admise |
|
Bacterii coliforme (max/g) |
10 |
|
Escherichia coli (max/g) |
1 |
|
Salmonella (/25 g) |
Absenta |
|
Stapfilococ coaguleaza pozitiv (max/g) |
10 |
|
Bacterii sulfito–reducatoare (max/g) |
10 |
|
Bacillus cereus (max/g) |
10 |
(Manualul ing. vol I, 1998)
CAPITOLUL II MATERII PRIME SI AUXILIARE
2.1 Caracterizarea materiilor prime
Materiile prime utilizate la fabricarea cremwustilor sunt:
carne de pasare
carne de bovine;
carne de porcine;
slanina;
 Materiile prime folosite la fabricarea cremwustilor
trebuie sa corespunda documentelor tehnice normative de produs in
vigoare, precum si normelor sanitar–veterinare.
Materiile prime folosite la fabricarea cremwustilor
trebuie sa corespunda documentelor tehnice normative de produs in
vigoare, precum si normelor sanitar–veterinare.
Receptia cantitativa a materiilor prime se face conform instructiunilor in vigoare.
Receptia calitativa a materiilor prime se face de catre comisia de receptie potrivit STAS–urilor, standardelor tehnice de ramura, fiselor tehnice sau altor acte nomative de calitate in vigoare.
La receptia calitativa a materiilor prime trebuie sa se verifice conditiile tehnice de calitate, starea termica, modul de prelucrare functie de particularitatile fiecarui sortiment, certificatele insotitoare eliberate de furnizor si serviciul sanitar–veterinar.
Dupa starea termica la livrare carnea poate fi : calda, zvantata, refrigerata si congelata.
 – carnea calda este carnea care nu si–a pierdut
caldura animala si nu a intrat in rigiditate musculara; ea
se livreaza la maximum 1 ora de la taiere si se
intrebuinteaza la prepararea bradtului;
– carnea calda este carnea care nu si–a pierdut
caldura animala si nu a intrat in rigiditate musculara; ea
se livreaza la maximum 1 ora de la taiere si se
intrebuinteaza la prepararea bradtului;
– carnea zvantata este carnea mentinuta in conditii naturale in sali de zvantare, timp de circa 6 ore, ajungand la temperatura mediului inconjurator. Suprafata carcaselor este acoperita cu o membrana subtire si uscata, iar musculatura este elastica si lucioasa pe sectiune;
– carnea refrigerata este carnea racita in camere frigorifice, pana la temperaturi superioare punctului de inghet al sucului celular, circa 5 C in straturile profunde (la os). Musculatura ramane elastica. Pe sectiune poate avea culoare mata;
– carnea congelata este carnea inghetata in instalatii speciale (tunele, dulapuri) a carei temperatura se afla cu mult sub punctul de inghet al sucului celular, sub –10 C in straturile cele mai profunde (la os). Se pastreaza in depozite speciale, care sa asigure temperaturi sub –15 C. Carnea congelata prezinta la ciocanire un sunet clar, caracteristic;
La fabricarea cremwustilor se va folosi carne refrigerata. Pana la intrare in fabricatie se depoziteaza la 2–4 C pentru maxim 72 de ore.
Carnea de pasare
Carnea de pasare ocupa un loc important in alimentatia omului datorita calitatii sale. In comparatie cu celelalte animale domestice producatoare de carne, pasarea prezinta avantajul de a furniza, datorita greutatii ei corporale reduse, carne mereu proaspata.
Carnea de pasare se prepara repede, usor si are numeroase insusiri organoleptice si nutritive: este saraca in calorii si bogata in proteine (carnea alba de pui de gaina are un continut ridicat de proteine 21-22% iar cea rosie de pui 19-20%). Datorita structurii sale fine este usor de masticat si digerat, fiind un aliment ideal pentru toate varstele, iar pentru insusirile sale dietetice este recomandata in alimentatia copiilor, batranilor si convalescentilor. De asemenea, grasimea din carnea de pasare are o cantitate mica de colesterol.
Carnea de pasare contine toti aminoacizii esentiali necesari alimentatiei omului si nu are grasime in interiorul sau intre fibrele musculare. In plus, carnea si organele de pasare constituie o sursa bogata in saruri minerale si vitamine.
Pe plan mondial, carnea de pasare a castigat o pozitie foarte importanta intre alimentele de origine animala ale oamenilor atat datorita calitatilor sale nutritive cat si a costurilor reduse in comparatie cu alte surse de proteine de origine animala.
 Prin carnea de
pasare, in sensul larg al cuvantului, se intelege musculatura
scheletica impreuna cu tesuturile de legatura
naturala: conjunctiv, osos, gras, tendoane, aponevroze, vase sangvine
si limfatice, nervi si piele. Uneori in aceasta categorie sunt
cuprinse si organele comestibile: inima, ficatul, pipota, splina.
Prin carnea de
pasare, in sensul larg al cuvantului, se intelege musculatura
scheletica impreuna cu tesuturile de legatura
naturala: conjunctiv, osos, gras, tendoane, aponevroze, vase sangvine
si limfatice, nervi si piele. Uneori in aceasta categorie sunt
cuprinse si organele comestibile: inima, ficatul, pipota, splina.
Spre deosebire de mamifere, carnea de pasare are bobul mai fin, irigatia cu sange este mai redusa, iar tesutul conjunctiv este mai putin dezvoltat. Grasimea este depusa cu predilectie in tesutul conjunctiv subcutanat, pe pipota, pe intestine si pe peretii interni ai cavitatii abdominale.
La speciile gaina si curca se intalnesc doua tipuri de musculatura: alba in zona pieptului si rosie in restul corpului. La taierea diferitelor specii de pasari rezulta, pe de o parte carcase curatate si organe comestibile si pe de alta parte, subproduse necomestibile si deseuri.
In compozitia chimica a carnii de pasare exista diferente destul de mari, mai cu seama in functie de specie si starea de ingrasare.
Carnea de pasare, in special cea provenita de la gaina si curca, se prepara repede, usor si are numeroase insusiri organoleptice si nutritive; este saraca in calorii si bogata in proteine. Datorita structurii sale fine, este usor de masticat si digerat, fiind un aliment ideal pentru toate varstele, iar pentru insusirile sale dietetice este recomandata mai ales pentru copii, batrani si convalescenti.
In afara de vitaminele mentionate in tabel, s-au mai pus in evidenta acidul folic (2,8 mg si 3,1 mg/100 g carne rosie, respectiv alba), acidul pantotenic (530-900 mg/100 g) si biotina (5,10 mg/100 g). Ficatul are un continut ridicat de vitamina A si vitamina PP.
Carnea de bovine
Carnea de bovine se foloseste in diferite proportii in preparatele de carne si are indeosebi rol de legare a compozitiei.
 La fabricarea preparatelor de carne se foloseste
carnea de bovine in sferturi, care indeplineste conditiile prevazute
in STAS–urile in vigoare sau carnea transata, congelata in
blocuri sau refrigerata, conform instructiunilor M.I.A.–D.I.C.F.
La fabricarea preparatelor de carne se foloseste
carnea de bovine in sferturi, care indeplineste conditiile prevazute
in STAS–urile in vigoare sau carnea transata, congelata in
blocuri sau refrigerata, conform instructiunilor M.I.A.–D.I.C.F.
Carnea de bovine trebuie sa provina de la animale (tinere sau adulte) taiate in abatoare. In general, se recomanda utilizarea carnii de la animale neingrasate. La livrarea din abator, carnea de bovine se prezinta impartita in sferturi (anterioare si posterioare), cu coada, fara cap, fara seul aderent si fara picioare.
Dupa starea termica la livrare, carnea de bovine poate fi: calda, zvantata, refrigerata si congelata.
Carnea de porcine
La fabricarea preparatelor de carne se foloseste carnea de porc care indeplineste conditiile prevazute in STAS–urile in vigoare sau carnea transata in piese separate, congelate sau refrigerate, conform instructiunilor M.I.A.–D.I.C.F.
Carnea de porcine indicata pentru fabricarea preparatelor trebuie sa provina de la porci tineri de carne, la o greutate vie de circa 100–120 kg. Carnea acestor porci, avand o structura mai fina, fiind mai suculenta si de culoare mai deschisa, contribuie la imbunatatirea calitatii produselor.
 Carnea de porcine se prezinta
impartita in jumatati, fara cap,
osanza, organe si picioare.
Carnea de porcine se prezinta
impartita in jumatati, fara cap,
osanza, organe si picioare.
Dupa modul de prelucrare in abator, jumatatile de porc se pot prezenta fie acoperite cu sorici (de la porci opariti), fie jupuite, ramanand acoperite cu slanina sau dezbracate de slanina.
Carnea provenita de la vierii necastrati sau de la scroafe in gestatie avansata, precum si cea cu miros strain nu se receptioneaza.
Dupa starea termica la livrare, carnea de porc poate fi: zvantata, refrigerata sau congelata.
Caracteristicile tehnice ale carnii de porc dupa starea termica sunt aceleasi ca ale carnii de bovine.
In general, in compozitia preparatelor de carne, carnea de porc contribuie la imbunatatirea gustului si marirea puterii calorice a produselor finite. Pentru procesul de fabricare a cremwustilor se va folosi carnea de porc refrigerata.
Slanina
Prin slanina se intelege tesutul gras subcutanat de la porcine. Ea se recolteaza de pe spinare, pulpa si pata. Slanina de la gusa se recolteaza separat.
 Dupa felul de prelucrare a porcilor in abator,
slanina poate fi acoperita cu sorici (provenita de la porci
opariti) sau neacoperita cu sorici (provenita de la
porcii jupuiti).
Dupa felul de prelucrare a porcilor in abator,
slanina poate fi acoperita cu sorici (provenita de la porci
opariti) sau neacoperita cu sorici (provenita de la
porcii jupuiti).
Dupa starea termica, poate fi: racita, refrigerata sau congelata. La obtinerea preparatelor de carne se va folosi slanina sarata care trebuie sa corespunda prevederilor din N.I.D. 1481–68.
Slanina proaspata trebuie sa aiba in mijlocul bucatii o temperatura de maxim +8 C, cea refrigerata maxim +5 C, iar cea congelata de maxim –12 C.
La receptie, slanina cruda sau sarata pentru fabricarea preparatelor din carne, trebuie sa indeplineasca conditiile prevazute in STR 2273–85 si 1117–85.
2.1.1. Proprietatile senzoriale ale carnii
Culoarea carnii
Culoarea carnii este caracterizata prin totalitate, intensitate, luminozitate. Continutul de mioglobina este dependent de rasa, varsta, tipul de muschi (mioglobina este solubilizata in sarcoplasma si in muschiul in vivo are rolul de captare a oxigenului din sange si de a–l transfera mitocondriile pentru a se asigura respiratia celulara).
Starea chimica a mioglobinei ( oxidata, redusa, oxigenata) va depinde printre altele si de valoarea pH–ului ultim. In carnurile cu pH ridicat, citocromoxidazei este mare, mitocondriile consuma oxigenul disponibil si face ca mioglobina din stratul situat sub cel superficial sa ramana in stare redusa (rosu purpur), stratul superficial avand culoare rosu aprins datorita oxigenarii mioglobinei sub influenta oxigenului atmosferic.
 Structura muschiului influenteaza
absorbtia si difuzia luminii incidente, deci intensitatea
coloratiei. Imediat dupa sacrificare, carnea este translucida
si are culoare relativ inchisa, deoarece cea mai mare parte din
lumina este absorbita si difuzata si numai o mica
parte este reflectata. Pe masura acidifierii carnii, structura
carnii devine “inchisa”, se influenteaza repartitia
apei in spatiile extra– si intracelulare si procentajul de
lumina reflectata creste ( apa din spatiile extracelulare
creaza suprafete foarte reflectante), ceea ce face ca culoarea
sa devina mai deschisa.
Structura muschiului influenteaza
absorbtia si difuzia luminii incidente, deci intensitatea
coloratiei. Imediat dupa sacrificare, carnea este translucida
si are culoare relativ inchisa, deoarece cea mai mare parte din
lumina este absorbita si difuzata si numai o mica
parte este reflectata. Pe masura acidifierii carnii, structura
carnii devine “inchisa”, se influenteaza repartitia
apei in spatiile extra– si intracelulare si procentajul de
lumina reflectata creste ( apa din spatiile extracelulare
creaza suprafete foarte reflectante), ceea ce face ca culoarea
sa devina mai deschisa.
pH–ul ultim are efect si asupra spectrelor de absorbtie a pigmentilor, la pH–ultim ridicat maximul de absorbtie fiind deplasat catre rosu. La o viteza mare de scadere a pH–ului, culoarea devine pala datorita denaturarii proteinelor sarcoplasmatice.
Aroma carnii
Aroma carnii este influentata de:
– specie, in acest caz intervenind mai mult grasimea decat carnea, compozitia grasimii fiind controlata genetic;
 – rasa, in sensul ca animalele de carne dau
carne cu gust si miros mai pronuntat decat cele de lapte. In
functie de rasa s–au determinat diferente in ceea ce
priveste compozitia in acizi grasi ai trigliceridelor;
– rasa, in sensul ca animalele de carne dau
carne cu gust si miros mai pronuntat decat cele de lapte. In
functie de rasa s–au determinat diferente in ceea ce
priveste compozitia in acizi grasi ai trigliceridelor;
– sex, al carui efect se coreleaza cu controlul genetic asupra metabolismului si productia de hormoni steroizi si influenta acestora asupra compozitiei lipidelor si metabolismul lor. Chiar si produsii de metabolism ai hormonilor sunt responsabili de gustul si mirosul carnii;
– varsta, al carui efect se datoreste, probabil, schimbarilor in metabolism, in special in ceea ce priveste proteinele si nucleotidele;
– hrana (furajul), care influenteaza gustul si mirosul carnii mai ales prin lipidele pe care le contine;
– gradul de maturare al carnii care mareste continutul acesteia in substante de gust si miros;
– tipul de muschi; in sensul ca muschii difera intre ei prin compozitia chimica, precursorii de aroma si compusii de aroma (aminoacizi liberi, nucleotide, nucleozide, baze purinice, acizi organici, zaharuri etc.) Grasimea intramusculara si mai ales fractiunea fosfolipidica are o influenta primordiala asupra aromei.
– tratamentul termic, care intensifica aroma carnii, facand sa apara compusi de aroma noi.
Fragezimea carnii
Fragezimea carnii (rezistenta opusa la masticatie) este determinata de specie, rasa, varsta, stare de ingrasare care, la randul lor influeteaza proportia de tesut conjunctiv si gras si calitatea acestora, calitatea fibrei musculare (raportul dintre sarcoplasma si miofibrile). Momentul in care s–a facut refrigerarea sau congelarea, modul in care s–a executat racirea (in carcase sau piese anatomice), precum si gradul de maturare al carnii sunt aparent principalii factori care determina fragezimea.
Consistenta carnii
Consistenta carnii este determinata de starea biochimica a tesutului muscular postsacrificare. Imediat dupa sacrificarea animalului, consistenta carnii este moale, dar elastica. Carnea intrata in rigiditate are o consistenta mai ferma, iar cea maturata are, de asemenea, o consistenta mai moale. Varsta animalului si gradul de ingrasare influenteaza mult consistenta carnii. Astfel, carnea animalelor tinere este mai putin consistenta decat a animalelor adulte, dupa cum carnea grasa are o consistenta mai fina decat cea slaba. Carnea perselata (grasimea este distribuita intamuscular) este mai consistenta decat carnea marmorata (grasimea este distribuita intre muschi).
Suculenta carnii
Suculenta carnii depinde de specia, rasa, varsta si starea de ingrasare a animalului de la care provine carnea. Astfel, carnea de porcine este mai suculenta decat cea de bovine si ovine. Animalele tinere dau o carne mai suculenta decat cele adulte, datorita finetei fibrelor musculare si cantitatii mai mari de apa.
2.1.2 Proprietatile nutritive ale carnii
Continutul in proteine si calitatea proteinelor:
Carnea, prin proteinele sale, reprezinta o sursa importanta de substanta azotata cu o valoare biologica ridicata. Valoarea biologica a proteinelor din carne este conditionata de componenta in aminoacizi, in special esentiali si proportia dintre acestia, asa cum se arata in tabelele de mai jos.
Compozitia in aminoacizi ai tesutului muscular ai carnii ( mg/100g parte comestibila)
Tabelul 4
|
Indicatorul |
Carne de bovina |
||
|
Tesut muscular |
Carne vita I |
Carne vita II |
|
|
Apa % |
74,80 |
66,40 |
70,60 |
|
Proteina % |
21,60 |
18,60 |
20,00 |
|
Coeficient de transformare |
6,25 |
6,25 |
6,25 |
|
Aminoacizi esentiali |
8093 |
7137 |
7696 |
|
Valina |
1148 |
1035 |
1100 |
|
Izoleucina |
939 |
782 |
862 |
|
Leucina |
1624 |
1478 |
1657 |
|
Lizina |
1742 |
1589 |
1672 |
|
Metionina |
588 |
445 |
515 |
|
Treonina |
875 |
803 |
859 |
|
Triptofan |
273 |
210 |
228 |
|
Fenilalanina |
904 |
795 |
803 |
(Manualul ing. vol II, 2002 )
Compozitia in aminoacizi ai tesutului muscular ai carnii de porc ( mg/100g parte comestibila)
Tabelul 5
|
Indicatorul |
Carne de porc |
||
|
Tesut muscular |
Carne de la porcine de carne |
Carne de la porcine de grasime |
|
|
Apa % |
74,60 |
54,20 |
38,40 |
|
Proteine % |
20,40 |
17,00 |
11,70 |
|
Coeficient de transformare |
6,25 |
6,25 |
6,25 |
|
Aminoacizi esentiali |
7801 |
6811 |
4605 |
|
Valina |
1135 |
1037 |
635 |
|
Izoleucina |
9 70 |
799 |
584 |
|
Leucina |
1538 |
1325 |
949 |
|
Lizina |
1631 |
1488 |
963 |
|
Metionina |
478 |
410 |
286 |
|
Treonina |
961 |
804 |
569 |
|
Triptofan |
274 |
233 |
154 |
|
Fenilalanina |
814 |
715 |
465 |
(Manualul ing. vol II, 2002 )
Continutul in lipide si calitatea lor:
Lipidele din carne sunt importante in principal pentru aportul lor energetic. Calitativ, lipidele din carne sunt inferioare celor din uleiuri vegetale, deoarece au un continut redus de acizi grasi esentiali. Lipidele din carne fac parte din clasa a–II–a de calitate, deoarece ele nu satisfac necesarul in acizi grasi polinesaturati pentru organismul uman.
Continutul in lipide din carne, tesut gras de la bovine (g /100g parte comestibila)
Tabelul 6
|
Indicatorul |
Carne si tesut gras de bovine |
|||
|
Tesut muscular |
Tesut gras |
Carne bovina I |
Carne bovina II |
|
|
Total lipide |
2,50 |
85,0 |
14,00 |
8,30 |
|
Trigliceride |
1,70 |
83,50 |
13,00 |
7,40 |
|
Fosfolipide |
0,70 |
1,40 |
0,80 |
0,77 |
|
Colesterina |
0,06 |
0,10 |
0,07 |
0,06 |
|
Total acizi grasi |
2,29 |
81,03 |
13,34 |
7,80 |
|
Saturati |
1,11 |
37,78 |
6,25 |
3,67 |
|
Miristic |
0,06 |
3,00 |
0,48 |
0,27 |
|
Pentadecanoic |
0,01 |
0,57 |
0,09 |
0,05 |
|
Palmitic |
0,65 |
22,10 |
3,66 |
2,15 |
|
Margarinic |
0,02 |
1,54 |
0,23 |
0,12 |
|
Stearic |
0,37 |
10,50 |
1,78 |
1,07 |
|
Mononesaturati |
1,05 |
40,57 |
6,60 |
3,82 |
|
Miristoleic |
0,08 |
1,46 |
0,22 |
0,12 |
|
Palmitoleic |
0,13 |
5,19 |
0,80 |
0,44 |
|
Oleic |
0,13 |
33,60 |
5,48 |
3,18 |
|
Polinesaturati |
0,09 |
2,68 |
0,49 |
0,31 |
|
Linoleic |
0,09 |
1,95 |
0,35 |
0,22 |
|
Linolenic |
0,02 |
0,73 |
0,12 |
0,07 |
|
Arahidonic |
0,02 |
urme |
0,017 |
0,019 |
(Manualul ing. vol II, 2002 )
Continutul in vitamine
Carnea este o sursa buna de vitamine din grupul B. Continutul de vitamine in carnea de porc este dependent de nivelul acestora in hrana consumata de porcul in viata. La rumegatoare, microflora intestinala poate sintetiza vitaminele din grupul B, chiar daca acestea nu se gasesc in furajele integrate.
Continutul in vitamine al carnii de vita si porc (raportate la 100g parte comestibile)
Tabelul 7
|
Indicatorul |
Carne de vita |
Carne de porc |
||||
|
Tesut Muscular |
Carne vita I |
Carne vita II |
Tesut muscular |
Porcine de carne |
Porcine Grase |
|
|
Vitamina A, mg |
|
urme |
urme |
|
urme |
Urme |
|
Vitamina E, mg |
|
0,57 |
|
|
|
|
|
Vitamina C, mg |
Urme |
urme |
urme |
urme |
urme |
Urme |
|
Vitamina B6, mg |
0,42 |
0,37 |
0,39 |
0,50 |
0,33 |
0,30 |
|
Vitamina B12, μg |
3,00 |
2,60 |
2,80 |
1,10 |
|
|
|
Biotina, μg |
3,50 |
3,04 |
3,25 |
4,50 |
|
|
|
Niacina, mg |
5,40 |
4,70 |
5,00 |
3,90 |
2,60 |
2,20 |
|
Acid pantotenic mg |
0,60 |
0,50 |
0,56 |
0,70 |
0,47 |
0,37 |
|
Riboflavina mg |
0,20 |
0,15 |
0,18 |
0,20 |
0,14 |
0,10 |
|
Tiamina, mg |
0,10 |
0,06 |
0,07 |
0,84 |
0,52 |
0,40 |
|
Folacina, μg |
9,60 |
8,40 |
8,90 |
6,10 |
4,10 |
3,10 |
|
Colina, mg |
|
70 |
|
|
75 |
|
(Manualul ing. vol II, 2002)
Continutul in substante minerale
Carnea este o sursa bogata in fier, sodiu, potasiu, insa calciul se gaseste in cantitate redusa. Fosforul, sulful si clorul se gasesc in cantitati mai mari si din aceasta cauza carnea are actiune acidifianta in organismul uman. In carne se gasesc si alte substante minerale necesare pentru organismul uman: cobalt, aluminiu, cupru, mangan, zinc, magneziu etc.
Continutul in substante minerale al carnii de porc si vita ( raportare la 100g parte comestibila )
Tabelul 8
|
Indicatorul |
Carne de porc |
Carne de vita |
|
Cenusa, % |
0,9 |
1,0 |
|
Macroelemente, mg |
|
|
|
Potasiu |
316,0 |
355,0 |
|
Calciu |
8,0 |
10,2 |
|
Magneziu |
27,0 |
22,0 |
|
Sodiu |
64,8 |
73,0 |
|
Sulf |
220,0 |
230,0 |
|
Fosfor |
170,0 |
188,0 |
|
Clor |
48,6 |
59,0 |
|
Microelemente, μg |
|
|
|
Fier |
1940,0 |
2900,0 |
|
Iod |
6,6 |
7,2 |
|
Cobalt |
8,0 |
7,0 |
|
Mangan |
28,5 |
35,0 |
|
Cupru |
96,0 |
182,0 |
|
Molibden |
13,0 |
11,6 |
|
Nichel |
12,3 |
8,6 |
|
Staniu |
30,0 |
75,7 |
|
Fluor |
69,3 |
63,0 |
|
Crom |
13,5 |
8,2 |
|
Zinc |
2070,0 |
3240 |
(Manualul ing. vol II, 2002)
2.1.3. Proprietatile organoleptice ale materiilor prime folosite la fabricarea cremwurstilor
Proprietati fizico–chimice
Tabelul 8
Caracteristici |
Conditii de admisibilitate |
Metode de analiza |
||
|
Starea termica a carnii |
||||
|
Zvantata |
Refrigerata |
Congelata |
||
|
Azot usor hidrolizabil, mg NH3/100 g, max. |
20 |
35 |
35 |
STAS 9065/7–74 |
|
pH |
5,6–6,2 |
5,6–6,2 |
5,6–6,2 |
STAS 9065/8–74 |
|
Reactia pentru hidrogen sulfurat |
negativa |
Negativa |
negativa |
STAS 9065/11–75 |
|
Reactia Kreis |
negativa |
Negativa |
negativa |
STAS 9065/10–75 |
|
Reactia pentru identificarea amoniacului (metoda cu reactiv Nessler) |
negativa |
Negativa |
negativa |
STAS 9065/7–74 |
(Manualul ing. vol I, 1998)
2.1.4. Depozitarea materiilor prime
Carnea de bovine si porcine zvantata sau refrigerata se depoziteaza in camere frigorifere, agatandu–se fiecare sfert (de bovine) si jumatate (de porcine) pe un cui sau carlig. In camerele frigorifice trebuie ca temperatura sa fie de 0 … +5 C.
Carnea se depoziteaza pe loturi pentru a fi prelucrata in ordinea sosirii ei. Perioada maxima de depozitare nu trebuie sa depaseasca 3 zile.
Slanina sarata se pastreaza de asemenea in frigorifer, asezata in stiva, pe gratar. Slanina receptionata proaspata nu se depoziteaza in stiva
2.2. Caracteristicile materiilor auxiliare
Materiile auxiliare care intra in compozitia preparatelor din carne pot fi clasificate in:
– materii auxiliare pentru ameliorarea capacitatii de conservare si inrosire: NaCl, azotitul de sodiu, acidul ascorbic sau izoascorbic, inclusiv sarurile acestora, coloranti naturali;
– materii auxiliare pentru imbunatatirea capacitatii de hidratare: polifosfatii;
– materii auxiliare pentru aromatizare: condimente, plante condimentate, oleorezine, uleiuri esentiale;
– apa potabila racita precum si gheata sub forma de fulgi;
– materii auxiliare pentru imbunatatirea texturii, suculentei precum si pentru imbunatatirea consumurilor specifice, respectiv realizarea unor costuri mai reduse ale produselor finite: derivate proteice de origine vegetala (izolate proteice din soia, concentrate proteice din soia, texturate proteice din soia) precum si din derivate proteice de origine animala (cazeinatul de sodiu, plasma sanguina, globulina eritrocitara, pasta de carne din oase, derivat proteic colagenic); produse amilacee: amidonuri modificate.
2.2.1. Apa potabila
Apa potabila trebuie sa indeplineasca conditiile STAS 1342/1984 din punct de vedere chimic, iar din punct de vedere bacteriologic nu trebuie sa contina germeni patogeni si paraziti (lipsa Escherichia coli /100 ml; lipsa streptococi fecali /50 ml; lipsa sulfitoreducatori /20 ml).
 Din punct de vedere al tehnologiei produselor de carne, nivelul
de clor rezidual liber trebuie sa fie limitele admisibile (0,1 – 0,25
mg/dm3), deoarece in cantitate mare favorizeaza descompunerea
acidului ascorbic iar in combinatie cu fenolii existenti in apa
sau folositi ca aditivi (fum lichid, aroma de fum), formeaza
clorfenoli, cu miros particular persistent. In aceasta directie,
compusii fenolici din apa clorinata trebuie sa fie zero,
admitandu–se exceptional 0,001 mg /dm3. In apa
neclorinata compusii fenolici trebuie sa fie maximum 0,01 mg/dm3
si in mod exceptional 0,030 mg/dm3. Apa potabila este
folosita ca adaos la fabricarea bradtului, la prepararea saramurilor
si la igienizare.
Din punct de vedere al tehnologiei produselor de carne, nivelul
de clor rezidual liber trebuie sa fie limitele admisibile (0,1 – 0,25
mg/dm3), deoarece in cantitate mare favorizeaza descompunerea
acidului ascorbic iar in combinatie cu fenolii existenti in apa
sau folositi ca aditivi (fum lichid, aroma de fum), formeaza
clorfenoli, cu miros particular persistent. In aceasta directie,
compusii fenolici din apa clorinata trebuie sa fie zero,
admitandu–se exceptional 0,001 mg /dm3. In apa
neclorinata compusii fenolici trebuie sa fie maximum 0,01 mg/dm3
si in mod exceptional 0,030 mg/dm3. Apa potabila este
folosita ca adaos la fabricarea bradtului, la prepararea saramurilor
si la igienizare.
2.2.2. Substante pentru conservare si gust
Sarea comestibila
Sarea se foloseste la fabricarea preparatelor de carne ca materie auxiliara de baza, datorita proprietatilor ei gustative si conservante.
 Rolul principal il are proprietatea de a fi un bun
conservant, deoarece sararea, combinata cu pastrarea la
temperaturi joase (0 C…+4 C) impiedica dezvoltarea microorganismelor care
produc alterarea carnii.
Rolul principal il are proprietatea de a fi un bun
conservant, deoarece sararea, combinata cu pastrarea la
temperaturi joase (0 C…+4 C) impiedica dezvoltarea microorganismelor care
produc alterarea carnii.
Sarea mai are, pe langa actiunea conservanta, si proprietatea de a condimenta, dand un gust placut alimentelor, ceea ce are ca urmare stimularea apetitului, imbunatatirea digestiei si asimilarii.
Sarea utilizata la preparatele de carne este sarea gema comestibila si trebuie sa corespunda prevederilor din STAS 1465–72.
2.2.3. Substante pentru asigurarea culorii
Azotitul de sodiu si azotitul de potasiu (NaNO2, KNO2)
Azotitul de Na si cel de K, denumiti in practica si nitrit, au acelasi rol la fabricarea preparatelor de carne ca si azotatul, cu deosebirea ca se comporta mai activ, de unde si numele de “silitra rapida”.
 Azotitul de Na si cel de K sunt produse ce
rezulta in urma procesului de reducere a azotatului.
Azotitul de Na si cel de K sunt produse ce
rezulta in urma procesului de reducere a azotatului.
Datorita faptului ca azotitul are o actiune mai puternica se foloseste la conservarea carnii in cantitati mult mai mici decat azotatul.
Azotitul trebuie sa corespunda proprietatilor fizico–chimice, prevazute in standardul in vigoare si se verifica atent la receptia calitativa, efectuata cu strictete de catre organele CTC prin analiza de laborator
Azotitul se utilizeaza pentru obtinerea culorii de sarare, avand si actiune antiseptica. Azotitul intra in componenta amestecului de sarare B si in compozitia saramurilor de injectare si imersie
Ascorbatii
 Acidul ascorbic si sarurile de sodiu respectiv
acidul izoascorbic si sarurile sale de sodiu se adauga in
proportie de 300–400 mg/kg compozitie si numai dupa ca la
cuterizare s–a adaugat amestecul de sarare B. in conditiile
adaugarii de acid ascorbic, culoarea rosie se formeaza
rapid si este stabila la lumina si oxigen (nu mai este
necesara maturarea bradtului pentru formarea culorii). Sub forma de
ascorbat de sodiu, se utilizeaza si in saramuri de concentratii
10–25% in proportie de 0,7–1,5% (saramuri de injectare, acoperire,
malaxare).
Acidul ascorbic si sarurile de sodiu respectiv
acidul izoascorbic si sarurile sale de sodiu se adauga in
proportie de 300–400 mg/kg compozitie si numai dupa ca la
cuterizare s–a adaugat amestecul de sarare B. in conditiile
adaugarii de acid ascorbic, culoarea rosie se formeaza
rapid si este stabila la lumina si oxigen (nu mai este
necesara maturarea bradtului pentru formarea culorii). Sub forma de
ascorbat de sodiu, se utilizeaza si in saramuri de concentratii
10–25% in proportie de 0,7–1,5% (saramuri de injectare, acoperire,
malaxare).
2.2.4. Substante pentru imbunatatirea calitatii tehnologice ale materiilor prime si a legaturii si consistentei produselor
Polifosfatii
Amestecul de polifosfati, cunoscut sub denumirea comerciala de polifosfati de Na se realizeaza in principal din amestecul in diferite proportii de tripolifosfat, hexametafosfat si pirofosfat de Na.
Amestecul de polifosfati de Na se utilizeaza pentru fabricarea bradtului din carne rece, deoarece prezinta o serie de avantaje, din care cele mai importante sunt urmatoarele:
– mareste si stabilizeaza la un grad convenabil puterea naturala a carnii de legare a apei, in timpul fabricarii bradtului; cresterea randamentului in produsul de 2–7 %;
– favorizeaza retinerea sucului celular si deci sporeste fragezimea carnii;
– ajuta la emulsionarea grasimilor din carne; emulsia devine stabila, apa nu se mai separa de grasime si, in felul acesta, se previne fenomenul de taiere a bradtului;
– se reduc pierderile in greutate la afumarea si fierberea preparatelor de carne, deoarece se inlatura scurgerile de suc;
– sortimentele isi pastreaza aroma completa, intrucat in timpul fierberii aceasta nu se mai pierde o data cu sucul carnii.
Polifosfatii sunt indicati si in cazul folosirii in fabricatie a carnii congelate, ajutand acesteia sa–si recapete, dupa decongelare, puterea de legare a apei si de retinere a sucului celular.
La receptia amestecului de polifosfati se va efectua un examen de laborator atent, verificandu–se compozitia chimica.
Izolatele proteice
Izolatele proteice reprezinta forma cea mai rafinata a derivatelor proteice deoarece contin minim 90% proteine.
Izolatele proteice se utilizeaza in proportie de 1,5–2% si se hidrateaza in proportie de 1:4.
Izolatele proteice se folosesc in preparatele din carne deoarece:
– au capacitate de emulsionare si de stabilizare a emulsiilor;
– cresc capacitatea de absorbtie si retinere a apei;
– cresc consistenta si creeaza proprietati de masticatie la aceste produse;
– formeaza geluri si maresc vascozitatea amestecurilor;
– au capacitatea de formare a spumelor.
Pe langa aceste caracteristici, adaosul de izolate proteice vegetale in preparatele din carne maresc valoarea nutritiva a acestora prin aportul de proteine valoroase.
2.2.5. Substante pentru imbunatatirea gustului si mirosului
Condimentele
 Condimentele sunt produse de origine vegetala care
se folosesc in doze moderate pentru a imbunatati gustul si
mirosul produselor de carne, contribuind astfel la stimularea poftei de mancare
si a proceselor de digestiei.
Condimentele sunt produse de origine vegetala care
se folosesc in doze moderate pentru a imbunatati gustul si
mirosul produselor de carne, contribuind astfel la stimularea poftei de mancare
si a proceselor de digestiei.
Condimentele se prezinta sub forme diferite, dupa partile plantelor de la care provin: fructe, muguri de flori, frunze, bulbi, coaja, radacini, fiecare avand forma, gustul si aroma specifica:
– fructe: piper, nucsoara, ienibahar, coriandru, chimen, chimion, boabe de ienupar, boia de ardei etc;
– muguri florali: cuisoarele;
– frunze: dafinul, maghiranul sau maioranul;
– bulbi: ceapa, usturoiul;
– coaja: scortisoara;
– radacini: ghimberul;
– planta intreaga: cimbrul, cimbrisorul.
Proprietatile aromatice si gustative sunt date de uleiurile eterice pe care la contin. Unele condimente contin uleiuri eterice pe care la contin. Unele condimente contin uleiuri eterice specifice, iar altele au un amestec de arome, datorita numarului diferit de componenti: alcooli, esteri, fenoli, terpeni etc.
Pe langa componentele aromate, condimentele mai contin substante proteice, hidrati de carbon, grasimi, tanin, saruri minerale etc.
Deoarece condimentele au o mare incarcatura bacteriana, fapt de contribuie la contaminarea preparatelor de carne, se impune ca la receptia lor si inainte de folosire sa se faca un atent examen microbiologic.
In obtinerea cremwurstilor, se folosesc urmatoarele condimente:
 – piperul negru care se obtine prin uscarea
fructelor plantei tropicale Piper nigrum, fiind apreciat pentru gustul sau
picant si aroma sa caracteristica. Piperul alb se
obtine prin decorticarea boabelor de piper negru. Piperul trebuie sa
corespunda conditiilor de calitate impuse de STAS 9763/ 775;
– piperul negru care se obtine prin uscarea
fructelor plantei tropicale Piper nigrum, fiind apreciat pentru gustul sau
picant si aroma sa caracteristica. Piperul alb se
obtine prin decorticarea boabelor de piper negru. Piperul trebuie sa
corespunda conditiilor de calitate impuse de STAS 9763/ 775;
– aroma de piper sau condimenrul universal este un amestec de plante medicinale si aromatice. Conform STR 79–83, in functie de compozitie se produc doua variante de condiment universal I si II
Produsul este fabricat de trustul PLAFAR.
Condimentul universal se prezinta sub forma de pulbere fina, omogena, de culoare brun–roscata, caracteristica amestecului de plante condimentare, cu gust si miros placut, aromat.
Poate inlocui in cantitati echivalente piperul din retetele preparatelor din carne.
 – nucsoara este samburele copt si uscat din
fructul arborelui tropical Myristica fragrans. Este de culoare bruna
si marmorat pe sectiune. Afara de aroma foarte fina de
muscat, nucsoara are si proprietati antioxidante;
– nucsoara este samburele copt si uscat din
fructul arborelui tropical Myristica fragrans. Este de culoare bruna
si marmorat pe sectiune. Afara de aroma foarte fina de
muscat, nucsoara are si proprietati antioxidante;
 – boiaua de ardei se abtine din ardei rosu
uscat si macinat marunt. Acest condiment se foloseste sub
forma de boia de ardei dulce si boia de ardei iute, ale caror
caracteristici trebuie sa corespunda normelor de calitate indicate de
STAS 1793–77.
– boiaua de ardei se abtine din ardei rosu
uscat si macinat marunt. Acest condiment se foloseste sub
forma de boia de ardei dulce si boia de ardei iute, ale caror
caracteristici trebuie sa corespunda normelor de calitate indicate de
STAS 1793–77.
 – usturoiul este bulbul plantei Allium sativum. Are gust
iute si miros caracteristic, patrunzator si persistent. La
receptie trebuie sa se incadreze indicatiilor prevazute in
STAS 1425–80. Principiul activ al usturoiului este uleiul eteric cu cele
doua componente ale sale: disulfura de propil si alil si
disulfura de dialil. La fabricarea preparatelor din carne, se foloseste
tocat.
– usturoiul este bulbul plantei Allium sativum. Are gust
iute si miros caracteristic, patrunzator si persistent. La
receptie trebuie sa se incadreze indicatiilor prevazute in
STAS 1425–80. Principiul activ al usturoiului este uleiul eteric cu cele
doua componente ale sale: disulfura de propil si alil si
disulfura de dialil. La fabricarea preparatelor din carne, se foloseste
tocat.
– aroma de usturoi depusa pe suport solid (conform STR 11871–86) se obtine din aroma de usturoi (conform STR 11873–86) si faina din seminte de macese. Aroma de usturoi este amestec de fractii volatile naturale si polisulfuri de alil obtinute prin sinteza. Conform STR 11871–86 – termenul de valabilitate este de 6 luni de la data fabricatiei.
 – coriandrul este fructul plantei Coriandrum sativum,
care se cultiva in special in
nordul Moldovei. Fructul (uscat) –
are marimea boabelor de piper, de culoare galben–cenusie.Gustul aromat
si placut dat de linalool, alcooli si hidrocarburi terpenice, il face sa aiba o larga
intrebuintare in industria preparatelor din carne. Se foloseste sub
forma macinata. Fructele de coriandru trebuie sa
corespunda conditiilor de calitate impuse de STR 926–83.
– coriandrul este fructul plantei Coriandrum sativum,
care se cultiva in special in
nordul Moldovei. Fructul (uscat) –
are marimea boabelor de piper, de culoare galben–cenusie.Gustul aromat
si placut dat de linalool, alcooli si hidrocarburi terpenice, il face sa aiba o larga
intrebuintare in industria preparatelor din carne. Se foloseste sub
forma macinata. Fructele de coriandru trebuie sa
corespunda conditiilor de calitate impuse de STR 926–83.

 – chimenul este fructul copt si uscat al plantei Carvum carvi. Planta se cultiva
mai ales in Ardeal. Fructul uscat are
marimea de cca. 1/3–4 mm, de culoare cenusie. Fructele de chimion
trebuie sa corespunda conditiilor de calitate impuse de STR 28–80. Gustul chimenului putin iute
si mirosul aromat sunt date de uleiul eteric al carui principal component
este o cetona terpenica–carvona. Chimenul se utilizeaza sub forma
macinata.
– chimenul este fructul copt si uscat al plantei Carvum carvi. Planta se cultiva
mai ales in Ardeal. Fructul uscat are
marimea de cca. 1/3–4 mm, de culoare cenusie. Fructele de chimion
trebuie sa corespunda conditiilor de calitate impuse de STR 28–80. Gustul chimenului putin iute
si mirosul aromat sunt date de uleiul eteric al carui principal component
este o cetona terpenica–carvona. Chimenul se utilizeaza sub forma
macinata.
– cimbrul (Satureia Hortensis) este o planta condimentara de la care se foloseste tulpina, frunzele si semintele in stare uscata. Principiul condimentar activ al cimbrului este uleiul eteric, a carui componenta principala este carcacrolul care ii determina aroma specifica. Cimbrul de cultura trebuie sa corespunda conditiilor de calitate impuse de STR 29–80.
2.2.6. Adaosuri folosite la fabricarea cremwustilor
Pigment din sange integral
Pigmentul rosu de sange, de porc sau de vita este o materie secundara care se foloseste la fabricarea preparatelor din carne, avand rol de imbunatatire a culorii acestora. Pentru fabricarea pigmentului rosu de sange se foloseste sangele proaspat de porc sau de vita, recoltat in conditii igienico–sanitare pentru produse alimentare, in abatoarele autorizate in acest sens. Pigmentul rosu de sange, trebuie sa corespunda conditiilor de calitate impuse de STR 3038–85.
Faina din soia
Izolatul proteic din soia trebuie sa corespunda conditiilor de calitate impuse de STR 1784–84 si 33264–85 si fiselor tehnice de import. Concentratul sau faina de soia, se cantaresc pe sarje de fabricatie si se folosesc in fabricatie, la malaxarea carnii cu saramura si derivate proteice sau direct la fabricarea bradtului.
Emulsia de sorici
Emulsia de sorici contine: sorici crud nedegresat, curatat si spalat sau sorici si tendoane de pe picioarele de porc; sare; supa fierbinte rezultata de la fierberea soricului sau picioarelor de porc.
2.2.7. Depozitarea materiilor auxiliare
Sarea, livrata in saci de hartie, se aseaza in stive pe loturi de receptie, in incaperi uscate, in care nu se gasesc substante toxice sau cu miros strain, deoarece sarea absoarbe foarte usor mirosul altor produse.
In timpul depozitarii si manipularii, trebuie acordata toata atentia starii de igiena in care se executa aceste operatiuni, deoarece sarea poate fi si un mediu prielnic pentru dezvoltarea unor microorganisme nedorite, obisnuite sa traiasca in solutii concentrate de sare sau chiar in sare.
Azotitul de sodiu, fiind higroscopic si avand insusirea de a absorbi usor mirosurile straine, precum si datorita faptului ca este foarte toxic, trebuie pastrat cu mare atentie, in incaperi speciale, sub cheie.
Este necesar sa se verifice, foarte atent, de catre laboratorul intreprinderii, calitatea azotatului si azotitului.
Amestecul de polifosfati se pastreaza in incaperi uscate, fara materii cu mirosuri straine, asezat in locuri determinate si in ambalaje originale acoperite (fiind higroscopic).
Condimentele, avand o incarcatura mare de bacterii trebuie pastrate in incaperi curate, uscate, racoroase, aerisite, destinate numai acestui scop. Umiditatea acestor camere nu trebuie sa depaseasca 75%, deoarece condimentele absorb usor umiditatea din camera si tind sa se altereze.
O atentie deosebita trebuie acordata dezinfectarii si deratizarii acestor spatii.
Condimentele trebuie pastrate in ambalajul original (pungi, saci, ladite etc.), care se aseaza in stive sau pe rafturi.
Condimentele trebuie pastrate intregi, macinandu–se numai cantitatea necesara pentru ziua respectiva, deoarece uleiurile eterice volatile pe care le contin se evapora repede, reducand valoarea condimentara.
Manipularea condimentelor trebuie facuta cu o scafa sau cu o lingura inoxidabila, in nici un caz nu e permisa manipularea cu mana.
Usturoiul se pastreaza in incaperi uscate, asezat in strat subtire. Se controleaza periodic pentru a se inlatura ceea ce eventual s–a alterat.
Izolatul proteic se vor pastra in loc uscat si racoros, ferit de lumina si umiditate. Temperatura maxim admisa in aceste locuri este 25 C. aceste produse se pastreaza ambalate in saci de polietilena si cutii de carton cu greutatea de 20–25 kg.
2.3. Principalele caracteristici ale materialelor
Membrane pentru preparatele din carne:
Membranele folosite in industria carnii pot fi:
– naturale, obtinute de la bovine, porcine, ovine dupa tehnologiile speciale si conservate prin sarare sau uscare;
– semisintetice, pe baza de produse naturale animale (membrane colagenice);
– sintetice, care pot fi pe baza de vascoza sau pe baza de material plastic (poliamidice).
Ideal, membranele trebuie sa indeplineasca urmatoarele conditii:
– sa aiba permeabilitate la vaporii de apa si gaze. Aceasta permeabilitate este obligatorie pentru membranele utilizate la salamurile crude, unde este necesara eliminarea apei si CO2 si penetrarea moderata a O2. Permeabilitatea este necesara si la salamurile semiafumate unde trebuie eliminata o cantitate de apa. Permeabilitatea nu este necesara la prospaturi, unde trebuie sa se mentina un consum specific subunitar, dar membranele impermeabile prezinta dezavantajul mentinerii exudatului de grasime + apa intre membrana si compozitie, ceea ce duce la un aspect necorespunzator al produsului finit;
– sa fie retractibile, adica sa urmeze reactia compozitiei, calitatea necesara in cazul salamurilor crude si salamurilor semiafumate mai puternic deshidratate (de exemplu salamul de vara);
– sa adere la compozitie, insa sa se desprinda usor de aceasta, dupa felierea produsului;
– sa aiba rezistenta la umplere, legare sau clipsare cat mai compacta;
– sa fie rezistente la tratament termic uscat si umed (afumare calda, pasteurizare), cand trebuie sa se comporte ca membrane elastice (sa nu se rupa, sa nu se crape);
– sa aiba diametrul constant pe toata lungimea lor;
– sa nu prezinte miros care poate fi preluat de pasta;
– sa poata fi colorate si imprimate si sa aiba luciu caracteristic.
Toate proprietatile mentionate nu pot fi indeplinite de acest tip de membrana; de aceea, in cazul membranelor semisintetice si sintetice s–au realizat tipuri de membrane cu utilizari specifice (pentru anumite preparate).
Membrane naturale pot fi uscate sau sarate, originale sau calibrate. El prezinta calitati de rezistenta, elasticitate, inclusiv permeabilitate, dar nu au diametrul uniform pe toata lungimea si de conditiile de conservare. Principalele membrane naturale folosite sunt prezentate in tabelul urmator.
Denumirea si caracteristicile dimensionale ale membranelor naturale:
Tabelul 9
|
Denumire anatomica |
Denumire comerciala |
Bovine |
Porcine |
Ovine |
|||
|
L (m) |
Ф (cm) |
L (m) |
Ф (cm) |
L (m) |
Ф (cm) |
||
|
Intestine subtiri |
Mate subtiri |
28–40 |
3,6 |
13–35 |
2,5–40 |
22–28 |
1,4–2,2 |
(Parsan P. 1998)
Nu trebuie folosite membrane naturale cu defecte:
– din timpul vietii animalului (noduli provocati de larve, de paraziti si boli microbiene; abcese, placi si ulceratii; catar intestinal; paraziti);
– din timpul prelucrarii tehnologice (gauri, ferestre, murdarie exterioara; resturi de continut intestinal; resturi de grasime);
– din timpul conservarii (rugina; pete de sare; culoare semischimbata, putrefactie; fermentatie acida; rancezire, zbarcire);
– din timpul conservarii (atacate de molii, de gandaci, de rozatoare, mucegaite).
Inainte de folosire, intestinele de porc si de vita conservate prin sarare se inmoaie in apa (aproximativ 2 ore), se spala cu apa curgatoare si se dezinfecteaza 15 minute cu o solutie de 2‰ permanganat de potasiu, dupa care se spala din nou. Membranele naturale uscate se inmoaie in apa distilata si se leaga la un capat cu sfoara.
Membranele semisintetice sunt membrane colagenice care se caracterizeaza printr–o buna absorbtie a componentelor utile de fum, pot fi stufuite, pot fi imprimate, au retractibilitate buna, sunt usor de taiat la decuparea produsului finit, se desprind usor de produsul finit, au diametrul constant; sunt obtinute la diferite diametre, in functie e produsul la care se utilizeaza.
Membranele semisintetice colagenice au in compozitia lor un anumit procent de colagen (60–80%), plastifianti (glicerol, ulei vegetal), un umectant (sorbitol, celuloza) si in unele cazuri si un colorant (de exemplu, caramel).
Aceste membrane sunt comercializate sub forma de:
1) Role au in general diametrul de 500 mm, metrajul /rola depinzand de diametrul membranei. In general, pentru diametre ale membranei de 32–62 mm, metrajul /rola este de 750 m, iar pentru diametre ale membranei de 66–100 mm, metrajul /rola este de 500 m;
2) Batoanele gofrate sunt batoane cu lungime variabila (35–65 cm) care prin degofrare ajung la lungimi de cativa zeci de metrii. Desi sunt comercializate membranele gofrate care pot atinge diametre ale tubului gofrat de 71 mm, cele mai des utilizate sunt cele utilizate pentru cremwursti care au diametre ale membranei de 18–21 mm, cu lungimi degofrate de 14–20 m/baton gofrat. Aceste membrane gofrate pentru cremwursti prezinta urmatoarele avantaje:
– se folosesc direct din ambalaj (cutie);
– nu necesita inmuiere prealabila;
– sunt comestibile;
– sunt permeabile la umplere cu masini obisnuite si automate.
Solul gofrat se introduce pe teava spritului cu capatul la care orificiul este mai mare.
Membrana proteica negrofata “Cusitin” pentru cremwusti se recomanda sa fie muiata in apa potabila la temperatura de 20 ± 5 C, cu pH–ul de 7,0 ± 0,5. La scaderea pH–ului pana la 5,0 apa se inlocuieste. Durata inmuierii membranelor proteice negrofate pentru cremwusti este de 3–5 min. Nu se admit prelungirea sau reducerea duratei de inmuiere a membranei proteice. Prelungirea duratei de inmuiere duce la slabirea rezistentei si la ruperea lor in timpul umplerii. Din aceleasi motive, dupa umplere membranele nu se stufuiesc. Temperatura maxima de afumare si fierbere a cremwustilor (produse umplute in membrane proteice) trebuie sa fie 85 C respectiv 75 C.
3) Bucati taiate in pachete pot avea lungimi de 200–1500 mm, pachetul continand 100 bucati taiate;
4) Membranele prelegate pot avea lungimi de 200–1000 mm si diametrul maxim de 120 mm. Se executa si ochiul de agatare;
5) Membranele preclipsate pot avea lungimi de 250–1400 mm si diametrul maxim de 165 mm. Se executa si ochiuri de agatare.
Combustibili tehnologici:
La afumarea preparatelor de carne se intrebuinteaza, de obicei lemnul si rumegusul, care, in timpul arderii degaja caldura si produse de distilare uscata. Aceste produse cu insusiri antiseptice si aromatice sunt alcatuite din aldehida formica, acid acetic, fenoli, crezoli etc. Importanta cea mai mare o au fenolii si crezolii deoarece acestia dau aroma placuta, imbunatatesc gustul si mirosul, imprima o culoare placuta.
Specia lemnului are o importanta deosebita, fiind indicate pentru producerea fumului lemnele de esenta tare fag). Face exceptie ienuparul, folosit in productie de circa 10%, numai pentru unele sortimente, carora le da un miros placut.
La receptie, lemnele trebuie sa fie nerasinoase, uscate, fara portiuni putrede, cu umiditatea maxima de 25%.
Ca materiale combustibile se mai folosesc: rumegusul de fag, gazul natural etc.
2.3.1. Depozitarea materialelor
Membranele naturale conservate prin sarare se pastreaza in bazine de ciment sau in recipientii din inox ori din material plastic, in incaperi intunecoase, bine ventilate, racite la circa +4oC.
Membranele uscate si cele artificiale se vor pastra asezate pe rafturi, in incaperi uscate, racoroase pentru a preveni patrunderea si dezvoltarea moliilor.
Sfoara si materialele pentru ambalare vor fi pastrate in incaperi uscate si in conditii igienice.
Combustibilii tehnologici (lemnele si rumegusul) se vor pastra in spatii inchise si uscate, ferite de intemperii.
Materiile prime, materiile auxiliare si materialele vor fi verificate zilnic de catre gestionarii si maistrii sectiilor de fabricatie, luandu–se masuri pentru a se evita infectarea si degradarea calitativa a acestora
2.4. Pregatirea pentru fabricatie
Carnea refrigerata va fi supusa inainte de operatia de transare unui examen amanuntit pentru indepartarea eventualelor impuritati provenite fie din timpul taierii animalelor, fie din cauza unor conditii improprii de transport. De asemenea se vor indeparta semnele marcarii. Carnea va fi sortata dupa starea de ingrasare.
Slanina in cazul cand este congelata, se decongeleaza in camere curate, aerisite, cu o temperatura de 4–6 C, slanina fiind agatata pa carlige. Decongelarea se considera terminata cand temperatura in profunzime ajunge in jurul a 0 C.
Membranele naturale utilizate pentru a fi umplute cu compozitia preparatelor de carne, se pregatesc pentru fabricatie in felul urmator:
– matele sarate se scutura de sare, apoi se inmoaie in apa rece. Matele de vita se tin la inmuiat circa 12 ore, iar cele de porc si de oaie circa 2 ore, inmuierea considerandu–se terminata atunci cand matele incep sa devina elastice. Apa de inmuiere trebuie sa fie curata, potabila si schimbata cat mai des.
Dupa inmuiere, matele se spala in apa curgatoare potabila (rece sau calda), apoi se face o noua verificare a integritatii lor prin umflare sau prin umplere cu apa; cele plesnesc se inlatura; de asemenea se inlatura matele cu gauri precum si cele care au butoni parazitari. Matele care in urma inmuierii si spalarii au ramas totusi murdare se inmoaie din nou in apa calda, razuindu–se bine aceste portiuni. Dupa spalare se dezinfecteaza, tinandu–se minim 15 minute intr–o solutie de 2‰ permanganat de potasiu. Solutia se va prepara zilnic si chiar de mai multe ori pe i. dupa spalare si dezinfectare, matele se taie. Dupa taiere, matele se leaga la un capat cu sfoara, cu nod dublu. Ele se leaga unul langa altul pe aceeasi sfoara formand un sir. Matele sunt apoi taiate separat si asezate in ordine, cu legatura in aceeasi parte, dupa care sunt aduse la sprit, pe masura folosirii lor.
– matele subtiri de porc si oaie nu se leaga dupa spalare, ci se aseaza cu unul din capete pe marginea unui vas cu apa calduta, de jur imprejurul lui. Capetele nu se suprapun, ci se lasa cu distanta intre ele astfel incat sa nu se incurce si sa poata fi usor scoase din vas si introduse pe teava spritului.
– membranele artificiale se pot inmuia chiar la locul de umplere, cu putin inainte de introducerea lor pe teava spritului, dupa indicatiile date de furnizor. O inmuiere indelungata duce la slabirea rezistentei si la ruperea lor in momentul umplerii. Dupa umplere ele nu se stufuiesc, in special cele din celofan.
– membranele din celofan in stare uscata se leaga la un capat foarte strans, pentru ca aluneca sau se pot rupe. In acest scop, mai intai se pliaza capatul, se leaga cu sfoara si se petrece extremitatea libera peste legatura, strangandu–se din nou cu sfoara.
Membranele pregatite nu se vor lasa in incaperi calde, deoarece se altereaza usor. Membranele se pregatesc pentru cel mult 2 ore.
Sarea se pregateste pentru fabricatie prin indepartarea eventualelor impuritati si verificarea umiditatii. Se controleaza de asemenea daca nu a primit mirosuri straine in timpul depozitarii.
Nitritul si amestecul de polifosfati de sodiu se vor verifica foarte atent de catre laboratorul intreprinderii si se vor utiliza in productie conform indicatiilor date de laborator.
Condimentele se pregatesc pentru fabricatie prin: indepartarea eventualelor impuritati (prin cernere sau vanturare) macinarea foarte fina cu mari speciale; prepararea amestecului de condimente specific fiecarui sortiment (conform retetelor); cantarirea pentru fiecare malaxor in parte; ambalarea lor in cutii sau pungi de material plastic care apoi se eticheteaza. Condimentele bine curatate prin vanturare uscata au o incarcatura microbiana mai redusa.
Usturoiul se curata de invelis si radacini, se toaca la Volf prin sita cu ochiuri de 2–3 mm si se foloseste proaspat sau conservant cu 5% sare. Usturoiul conservat se pastreaza in butoaie, maxim 3 luni, la temperatura de 0…+5 C. Se poate utiliza si usturoi praf in raport de 1:4 fata de cantitatea de usturoi crud.
2.5. Cantarirea materiilor prime si auxiliare
 Materiile prime si auxiliare necesare
fabricarii preparatelor din carne se cantaresc la scoaterea din
depozitele de semifabricate si de pastrare.
Materiile prime si auxiliare necesare
fabricarii preparatelor din carne se cantaresc la scoaterea din
depozitele de semifabricate si de pastrare.
Cantarirea se realizeaza pentru fiecare produs in parte conform retetelor. Este interzisa completarea sau inlocuirea in timpul cantaririi cu alte materii prime sau auxiliare.
Pentru cantarire se folosesc cantare semiautomate care pot cantari pana la 500 kg, cu precizie de 0,01 kg.
|
CAPITOLUL III. PROCESUL TEHNOLOGIC DE OBTINERE A PRODUSULUI
3.1. Consideratii tehnologice
Procesul tehnologic de fabricatie a prospaturilor este asemanator, deosebindu–se in ceea ce priveste proportia de materii prime si auxiliare precum si durata de afumare si fierbere care este in functie de diametrul membranei. Schema tehnologica generala cuprinde urmatoarele faze: transare, dezosare, ales → srotuire → sarare → maturare → preparare bradt → umplere in membrane → zvantare → afumare calda → fierbere → racire → etichetare → depozitare.
Carnea desinata fabricarii cremwustilor se supune operatiunilor de transare, dezosare si ales.
Transarea este operatia prin care sferturile si jumatatile sunt impartite in portiuni anatomice mari.
La transarea carnii de bovine a primita in sferturi anterioare si posterioare se obtin urmatoarele piese anatomice: spata, gat, cosul pieptului, rasol anterior, muschi, vrabioara cu fleica, pulpa si rasol din spate.
La transarea carnii de porc (jumatati) se obtin urmatoarele piese anatomice: slanina, muschiuletul, rasolul din fata, spata, gusa, garful, pieptul, pulpa, rasolul din spate.
Dezosarea este operatiunea prin care carnea se desprinde de pe oase. Alesul carnii este operatia prin care se sorteaza carnea pe calitati, dupa valoarea alimentara, luandu–se drept criteriu de sortare cantitatea de tesut conjunctiv. Prin alesul carnii se separa portiuni cum sunt: tendoanele, fasciile de acoperire, aponevrozele, cordoanele vasculare si nervoase, cartilajele si se indeparteaza resturile de oase. O data cu alegerea flaxurilor se separa si grasimea.
Prin aceasta operatie se face si portionarea carnii in bucati mai mici (100–300 g) si impartirea acestora pe calitati.
Carnea de vita este aleasa pe trei calitati, in functie de cantitatea de tesut conjunctiv pe care o contine:
– calitatea I, care contine pana la 6% tesut conjunctiv;
– calitatea a II–a, care contine pana la 20% tesut conjunctiv;
– calitatea a III–a, care contine peste 20% tesut conjunctiv.
Carnea de porc aleasa, dupa cantitatea de grasime, se sorteaza in:
– carne grasa (50% grasime intramusculara);
– carne semigrasa (30–35% grasime intramusculara);
– carne slaba (< 10% grasime intramusculara).
Este de dorit ca in sectiile destinate acestor operatiuni (denumite sectii de transare) sa fie o temperatura de 10 C, o umiditate relativa de circa 80%. Aceste sectii trebuie sa fie bine aerisite si luminate. Ele trebuie sa indeplineasca toate conditiile igienico–sanitare si de tehnica a securitatii muncii.
Operatiile de dezosare–alegere se executa pe mese de inox prevazute cu blaturi din plastic. Sectia de transare este dotata cu linie aeriana pentru transare cu blaturi de plastic, cutite si satare, masini de desoricat, tavi din inox si plastic, carucioare din inox, cantare, sterilizatoare pentru cutite, igiena personala a lucratorilor este strict controlata.
3.2. Pregatirea semifabricatelor
Prin semifabricate se inteleg toate produsele comestibile obtinute de la sectia de transare care au fost pregatite in vederea folosirii lor la fabricarea preparatelor de carne.
Deoarece calitatea produsului finit este influentata direct de felul cum au fost pregatite si conservate semifabricatele, aceste operatiuni trebuie facute cu mare atentie de persoane cu o buna pregatire profesionala si in conditii perfecte de igiena.
Cea mai mare parte a preparatelor de carne au la baza semifabricate care sunt intai tratate cu diferite amestecuri de sarare pentru conservare si maturate in camere frigorifice.
Pentru atingerea scopului final–obtinerea unor produse de cea mai buna calitate–este necesar sa se cunoasca si sa se urmareasca indeaproape transformarile ce se produc in semifabricate in timpul procesului tehnologic
3.3. Pregatirea srotului
Sararea carnii este cea mai raspandita metoda de conservare a carnii si se aplica, de obicei, in combinatie cu frigul.
Carnea trebuie sa fie sarata la temperaturi intre 2…4 C.
La sarare se foloseste, pe langa sare, si un amestec de sarare prin care se urmareste si ameliorarea gustului si culorii carnii. Acest amestec de sarare ajuta la formarea unei culori roz–rosietice, caracteristica preparatelor de carne.
La formarea amestecurilor de sarare se foloseste azotatul de Na sau de K, azotitul de Na sau de K si, la unele specialitati, zaharul.
Azotatul si azotitul sunt folosite pentru mentinerea culorii caracteristice carnii proaspete.
Inrosirea carnii nu este produsa de azotati sau azotiti, ci de produsul rezultat din reducerea lor si anume oxidul de azot.
Zaharul, pe langa rolul de atenuare a gustului sarat, are si rolul de a stabiliza culoarea rosie specifica a carnii, precum si de a inhiba flora bacteriana de putrefactie.
Uneori se foloseste numai sare, fara adaos de azotat si azotit (la slanina).
Metodele de sarare, in functie de modul de utilizare a substantelor de sarare, (in stare solida sau in solutie) sunt urmatoarele: sararea uscata, sararea umeda si sararea mixta.
Carnea pentru mezeluri, taiata in prealabil in bucati se supune sararii uscate, amestecurile de sarare fiind de 2 tipuri (in functie de compozitia lor):
– amestec de sarare “A” (cu efect mai lent de maturare)
– amestec de sarare “B” (cu efect rapid de maturare)
Sararea carnii cu amestecul de sarare “B” se face folosind 2,6 kg amestec de sarare la 100 kg carne.
Amestecul de sarare “B” contine 100 kg sare marunta; 0,5 kg azotit de Na.
Prepararea acestui amestec se face in felul urmator: se iau 1 kg sare, 0,800 kg azotat de Na si 0,200 kg azotit de Na sau 0,500 kg sare si 0,500 kg azotit de Na si se introduc intr–un malaxor ce se afla in stare de functiune. In timp ce malaxorul functioneaza, se adauga sare, putin cate putin, pana se completeaza cele 100 kg. Amestecul astfel obtinut se malaxeaza inca 5 minute.
Verificarea omogenitatii amestecului de sarare se efectueaza de catre laboratorul fabricii. Acest control se executa astfel: din sarja de amestec se iau cu o sonda 2–3 probe, a cate 200–300 g fiecare, din diferite puncte ale amestecului. Dozarea nitritului se face prin metoda Griess. Daca la rezultatele probelor se constata diferente de ordinul zecilor, se va continua malaxarea inca 2–3 minute.
Pentru a deosebi sarea simpla de amestecurile de sarare, in timpul malaxarii acestora se va adauga o cantitate de 0,2 kg boia de ardei care da o nuanta galbuie.
Amestecurile de sarare se vor ambala in saci cu pereti dubli (polietilena cu hartie), fiecare sac avand greutate neta de 20–25 kg. Sacii se eticheteaza si se depoziteaza in camere uscate, asezati pe gratare de lemn fara sa vina in contact direct cu pardoseala.
Este obligatoriu ca amestecul de sarare sa fie folosit in termen de cel mult 3 luni.
Dupa ce se alege carnea de vita si cea de porc, se taie in bucati de 200–300 g, se cantareste si se aseaza in cuva malaxorului, adaugandu–se amestecul de sarare indicat anterior inclusiv polifosfatii. Amestecarea se face pana cand se omogenizeaza carnea cu amestecul de sarare si polifosfatii. Dupa aceasta operatie, carnea sarata (srotul) se scoate si se aseaza in ciubere (curate si dezinfectate in prealabil), cu o capacitate de circa 200 litri.
Ciuberele cu srot se transporta in frigorifer, unde se aseaza lasandu–se cai de acces intre ele.
Se recomanda ca srotul sa se tina in frigorifer pentru maturat, la o temperatura de circa +4 C, timp de 24–36 ore (in cazul folosirii amestecului de sarare “B”).
In cazul cand este necesar sa se micsoreze timpul de maturare a srotului, carnea se va toca la Wolf prin Vorschneider (un cutit special) sau prin sita cu ochiuri de 20 mm. Si in acest caz, timpul de maturare este de minimum 16 ore. Sroturile se pot pastra si mai mult de 4 zile, avandu–se grija sa se asigure conditiile necesare si sa se faca zilnic un control exigent.
3.4. Prepararea bradtului din carne maturata ca srot
Bradtul. Bradtul este o pasta de legatura cu caracteristici de adezivitate si vascozitate care se utilizeaza ca parte componenta la fabricarea mezelurilor cu structura omogena sau eterogena, carora le asigura consistenta, elasticitate, suculenta.
Bradtul se obtine prin tocarea mecanica fina a carnii, in special a carnii de bovina, cu ajutorul masinilor de tocat fin (cutere, masini cu cutite si site, mori coloidale), dupa o prealabila maruntire la wolf prin sita de 3 mm.
Pentru asigurarea caracteristicilor optime ale pastei, la prelucrarea mecanica se adauga apa racita, NaCl, iar daca se obtine din carne rece se adauga si polifosfati. Mentinerea culorii rosii este asigurata prin adaos de azotiti.
Din punct de vedere fizic, bradtul este o dispersie.
Faza dispersata este alcatuita in principal din:
– particule de carne cu dimensiuni < 80 µm;
– particule de tesut gras (slanina) cu dimensiuni cuprinse intre 120 si 160 µm (aceste particule sunt reduse ca numar deoarece se utilizeaza carne de la animale tinere cu continut redus de grasime);
– fragmente de tesut conjunctiv, vase de sange si limfatice, tesuturi nervoase;
– particule de grasime ovala care sunt emulsionate;
– bule de aer.
Faza de dispersie este reprezentata de o solutie electrolitica–gelica formata din apa adaugata in care sunt dizolvate NaCl, NaNO2, polifosfatii, substanta extractive azotate si neazotate precum si proteine extrase din carne (sarcoplasmatice si in special miofibrilare).
Numai o parte din particulele fazei dispersate trec in faza de dispersie (solutia electrolitica–gelica) avand in vedere raportul cantitativ dintre ele.
Intre particulele fazei dispersate se creeaza legaturi determinate de umflarea particulelor de tesut muscular ca o consecinta a hidratarii lor. Pe de alta parte, intre particulele dispersate in faza de dispersie se creeaza legaturi prin intermediul proteinelor solubilizate in solutia electrolitica–gelica.
Pentru o anumita valoare a mediului de dispersie, bradtul prezinta in ansamblul sau caracter de curgere (alunecare). Particularitatile bradtului (adezivitate, vascozitate, modulul de alunecare) vor depinde de:
Tabelul 10
|
Compozitia chimica a carnii si gradul de maruntire |
Natura, dimensiunile si forma particulelor dispersate |
|
Umiditatea carnii si cantitatea de apa adaugata |
Umiditatea bradtului si deci volumul mediului de dispersie din sistem |
|
Natura si concentratia substantelor solubilizate |
Compozitia mediului de dispersie (natura si concentratia substantelor solubilizate) |
|
Capacitatea carnii de a lega apa |
Taria legaturilor dintre mediul de dispersie si particulele dispersate |
|
Capacitatea de hidratare a particulelor dispersate |
Taria legaturilor dintre particulele dispersate |
(Manualul ing. vol I, 1998)
3.4.1. Factorii care concura la obtinerea unui bradt de calitate sunt prezentati in continuare
Calitatea materiei prime va fi determinata de:
– provenienta (carne vita adulta, carne tineret bovin, carne cap vita);
– raportul dintre tesuturi: gras /conjunctiv /muscular;
– compozitia chimica a carnii: continutul de proteine, grasime.
Se prefera carnea provenita de la tineret bovin care are mai putina grasime, mai putin tesut conjunctiv, si o cantitate mai mare de miofibrile deci de proteine structurale (miozina si actina) care au o capacitate de hidratare si de retinere a apei mare.
Starea termica a carnii. La fabricarea bradtului se poate utiliza carne calda, refrigerata sau congelata.
Carnea refrigerata si maturata 2–3 zile la temperatura aerului de 0…4 C se caracterizeaza printr–o crestere a pH–ului pana la valori de 5,6–6,0, o data cu cresterea pH–ului imbunatatindu–se si capacitatea de retinere si hidratarea, ca o consecinta a cresterii numarului de grupari –COOH disociate, fapt ce conduce la o afanare usoara a structurii proteinelor. La utilizarea carnii refrigerate pentru fabricarea bradtului si srotului este obligatorie folosirea polifosfatilor.
Gradul de maruntire. Acest parametru influenteaza gradul de hidratare si retinere a apei prin:
– cresterea suprafetei de contact cu apa de hidratare;
– cresterea numarului de grupari polare si nepolare din proteine, capabile sa aditioneze molecule de apa;
– cresterea gradului de extractie a proteinelor structurale in solutia electrolitica.
Gradul de maruntire va depinde de:
– calitatea materiei prime;
– utilajul folosit (cuter, moara coloidala);
– durata maruntirii, care in cazul cuterului este de 4–6 minute pentru carnea de calitatea I si 7–12 minute pentru carnea de calitatea a II–a si carnea de pe capatani vita;
– numarul de cutite (in cazul cuterului) care poate fi: 3, 6, 9.
La maruntirea la cuter se face initial o maruntire “uscata” pe durata a 2–3 rotiri ale cuvei, dupa care se adauga apa racita.
Temperatura de maruntire. La maruntirea fina a carnii are loc o crestere a temperaturii carnii datorita frecarii carnii de organul de taiere si datorita caldurii eliberate prin hidratarea carnii.
Cresterea temperaturii poate fi de 3…4 C la maruntirea la cuter si 5…8 C la maruntirea la moara coloidala.
In consecinta, la folosirea carnii calde se impune adaosul de apa glaciala sau a fulgilor de gheata la maruntirea la cuter sau moara coloidala, in timp ce pentru carnea refrigerata este necesar un adaos de apa rece cu temperatura de ≈ 8 C la maruntirea la cuter si 4…5 C la maruntirea la moara coloidala.
In conditiile in care are loc o incalzire a pastei (bradtului), se ajunge la “taierea” acestuia prin denaturarea proteinelor care isi pierd capacitatea de hidratare si retinere a apei. “Taierea” bradtului poate avea loc la fabricarea acestuia din carne calda, daca apa de adaos nu este suficient de rece. In conditiile actuale de fabricare a bradtului din carne refrigerata (maturata), “taierea” bradtului este accidentala si din cu totul alte motive (utilizarea carnii de la animale obosite, febrile adaos mare de apa etc.).
Cresterea temperaturii este in functie de durata maruntirii fine si poate fi dedusa din relatia:
T = A x 1![]()
in care: t durata maruntirii fine, marunte;
A, B – constante;
T – temperatura de maruntire in oK.
Adaosul de apa rece pentru hidratare. Cantitatea de apa adaugata este dependenta de calitatea carnii si se traduce prin consum specific de carne pentru realizarea bradtului. Pe masura ce creste cantitatea de apa adaugata, pana la o anumita limita, creste adezivitatea bradtului ca rezultat al trecerii in solutie electrolitica a unei cantitati mai mari de proteine structurale. La o depasire a cantitatii de apa adaugata, adezivitatea bradtului scade, coincizand in timp cu stagnarea trecerii in solutia electrolitica a proteinelor structurale (se micsoreaza puterea ionica a solutiei electrolitice).
Adaosul de NaCl. Adaosul de NaCl in proportie de 2,4–2,6% fata de carne realizeaza urmatoarele:
– solubilizeaza o parte din proteinele structurale din miofibrile, astfel ca solutia electrolitica devine si o solutie gelica;
– slabeste interactiunea dintre gruparile incarcate electric pozitiv si negativ atunci cand pH–ul carnii este mai mare decat pH–ul izoelectric al proteinelor;
– ionii de Cl– rezultati prin disocierea NaCl ecraneaza gruparile NH3+ din moleculele proteinelor fapt care conduce la deplasarea punctului izoelectric spre zona acida, consecinta fiind cresterea sarcinii electrice nete negative a proteinelor carnii, desi pH–ul acesteia ramane practic acelasi sau creste usor datorita faptului ca gruparea carboxilica disociata este un mai bun acceptor de H+ decat gruparea carboxilica inclusa in legatura peptidica. O sarcina electrica neta negativa mare inseamna grupari mai multe capabile sa aditioneze apa;
– prin ecranarea gruparilor NH3+ se mareste respingerea electrostatica dintre lanturile polipeptidice si deci de Cl– si Na+ sunt capabili sa aditioneze apa, deci pot sa imobilizeze cantitati suplimentare de apa in spatiile interpolipeptidice sau in afara lor.
Adaosul de polifosfati. Polifosfati adaugati la cuterizarea carnii refrigerate sau congelate maresc capacitatea de hidratare si de retinere a apei prin urmatoarele mecanisme:
– cresterea puterii ionice a solutiei electronice, marind in acest fel cantitatea de proteine structurale solubilizate;
– cresterea pH–ului, deci cresterea sarcinii electrice nete a proteinelor care are drept consecinta legarea unui numar mare de molecule de apa. Nu trebuie sa fie folositi polifosfatii prea alcalini pentru a nu se forma sapunuri, pentru a nu se impiedice transformarea azotitilor in NO si formarea nitrozopigmentilor, pentru a nu se favoriza dezvoltarea microflorei de alterare;
– disocierea complexului actomiozinic in miozina si actina, fapt care conduce la cresterea extractibilitatii si solubilitatii proteinelor structurale;
– scoaterea ionilor de Ca2+ si Mg2+ din structura proteinelor structurale si inlocuirea lor cu ioni de Na+. In acest fel se elibereaza grupari polare ale proteinelor, ceea ce conduce la cresterea capacitatii de hidratare si a solubilitatii proteinelor.
In contact cu polifosfatii, carnea refrigerata atinge consistenta carnii calde. Polifosfatii au si actiune emulsionanta cu atat mai mare cu cat au caracter mai alcalin. Cand apa de hidratare este prea dura, o parte din polifosfatii sunt mobilizati pentru dedurizare si nu pot actiona in totalitate asupra carnii. Doza de utilizare a polifosfatilor este de 0,5 kg /100 kg carne, respectiv 3 g /kg carne, exprimat in P2O5.
Carnea refrigerata, aleasa pe calitati, conservata in prealabil prin sarare uscata si maturata, se toaca la Wolf, prin sita cu ochiuri de 2–3 mm, dupa care se trece la cuter.
In timpul prelucrarii la cuter se adauga 0,5% polifosfat sau 0,4% fosfoliant si apa rece, in cantitatea stabilita conform normelor uzinale. Se prelucreaza la cuter pana cand devine o pasta fina, omogena si bine legata (lipicioasa). Tot acum se introduce si proteina vegetala sub forma de gel format din 1 parte praf si 4 parti apa.
Dupa prelucrarea la cuter nu mai este necesara o alta maturare, bradtul obtinut putand fi folosit imediat dupa preparare, in compozitia diferitelor sortimente.
3.4.2. Schema tehnologica de obtinere a bradtului
Schema tehnologica de obtinere a bradtului din carne maturata ca srot cu amestec de sarare uscat este urmatoarea:
![]()
|
||||
3.5. Pregatirea compozitiei
Pentru cremwursti pregatirea compozitiei se realizeaza in urmatoarele moduri:
– la cuter;
– la moara coloidala;
– la malaxor.
Dintre aceste trei variante ne intereseaza pregatirea la cuter. Aceasta consta in urmatoarele: peste bradtul maturat se adauga slanina, condimentele si apa racita pentru acoperirea consumului specific. Maruntirea fina la cuter se executa pana la obtinerea unei paste cu aspect de aluat.
Schema de fabricare la cuter a compozitiei pentru cremwusti cu structura omogena:
 |
La fabricarea compozitiei pentru cremwusti trebuie sa avem in vedere urmatoarele:
– adaosul de grasime pana la 30–35% afecteaza pozitiv proprietatile reologice ale compozitiei cremwustilor. La peste 35% grasime adaugata, compozitiile devin instabile la tratamentul termic (separare grasime in interiorul batonului si sub membrana, in special la capetele batonului);
– adaosul prea mare de NaCl conduce la compozitii instabile, mai ales in ceea ce priveste componenta emulsie;
– temperaturi mai mari de 40 C conduc la compozitii instabile, in special prin distrugerea componentei emulsiei;
– o durata de maruntire fina prea mare in domeniul de temperatura > 10 C (18 … 21 C) conduce la “taierea” compozitiei, prin separarea apei si grasimi.
3.6. Umplerea compozitiei in membrane
Procesul umplerii (sprituirea) compozitiei in membrane este un proces de deformare plastica, realizat prin impingerea compozitiei prin teava spritului. Curgerea plastica, realizat prin impingerea compozitiei prin teava spritului. Curgerea se produce numai pe linia de minima rezistenta si numai atunci cand presiunea de deplasare ajunge la o anumita valoare. Presiunea de lucru este urmatoarea:
– cremwursti : 392–490 Pa;
Presiunea de lucru este dependenta de vascozitatea pastei si aceasta, la randul ei, este functie de:
– continutul de umiditate al compozitiei;
– continutul de grasime care asigura o anumita lubrifiere a ansamblului de impingere a pastei si a tevii de umplerere, respectiv un grad mai redus de aderenta a compozitiei de ansamblu de impingere si de teava spritului.
Oricare ar fi tipul de sprit folosit, acesta trebuie sa satisfaca urmatoarele cerinte:
– cerinte igienice (partea de contact cu compozitia sa fie confectionata din otel inox si sa poata fi usor igienizata);
– cerinte de calitate a umplerii (fara introducerea de aer in compozitie, respectiv sa lucreze sub un anumit grad de vid);
– cerinte economice (sa aiba productivitate ridicata cu un personal minim si sa I se poata adapta dispozitive de rasucire, clipsare etc.).
In functie de caracteristicile constructive spriturile (masinile de umplut) pot fi cu actiune periodica sau cu actiune continua.
Masinile de umplut cu functionare continua se caracterizeaza printr–o productivitate mai mare, au sistem de vacuumare a compozitiei si mijloc de incarcare a palniei de alimentare. Productivitatea acestor masini va depinde de viteza de rotatie a suruburilor sau spiralelor, marimea vidului din sistem, plasticitatea sau vascozitatea compozitiei, diametrul membranelor.
In Romania sunt in functiune urmatoarele tipuri de masini cu actiune continua:
– masina TMC–60;
– masina Contivac–250.
Membranele utilizate in cazul cremwustilor sunt naturale (mate porc subtiri si mate ovine subtiri) si artificiale. Inainte de folosire se verifica daca ele corespund calitatii prescrise din punct de vedere al salubritatii si integritatii lor. Totodata li se apreciaza rezistenta si elasticitatea. Membranele la care se constata prezenta diferitelor defecte se inlatura.
Membranele naturale sarate se spala, apoi se inmoaie in apa rece. Membranele naturale sarate se spala, apoi se inmoaie in apa rece. Membranele de porc si cele de oaie se tin la inmuiat circa 2–3 ore, inmuierea considerandu–se terminata cand matele incep sa devina elastice.
Membranele uscate se inmoaie cu putin inainte de folosire in apa calduta si se leaga la unul din capete.
Membranele artificiale folosite sunt de tip cutisin, avand diametre diferite.
In cazul parizerului din carne de porc, se folosesc membrane de tip cutisin cu diametrul Φ de 70 mm, formandu–se batoane corespunzatoare membranelor folosite.
In cazul polonezului din carne de vita, ca membrane se folosesc mate subtiri de porc cu diametrul Φ de 30–35 mm.
In cazul cremwurstilor din carne de porc, ca membrane se folosesc mate subtiri de ovine cu diametrul Φ de 18–20 mm.
La introducerea in membrane, compozitia trebuie sa fie bine presata pentru a nu ramanea goluri de aer. Densitatea compozitiei din membrana se regleaza in functie de tipul produsului.
3.7. Legarea si stufuirea
Dupa ce compozitia a fost introdusa in membrana, batonul se “intareste” prin legare. Metoda de legare depinde de diametrul acestuia, de lungimea lui si deci de masa acestuia. Pentru batoanele cu Φ < 60 si mai scurte (<30 cm) se realizeaza legarea capatului deschis si se efectueaza un ochi pentru agatarea batonului pe bete. Pentru batoane cu Φ > 60 si lungimi de 30–60 cm se pot executa si legari transversale si longitudinale, mai ales in cazul membranelor naturale.
La cremwursti se executa rasucirea manuala sau mecanica in bucati scurte. Legarea la capatul deschis poate fi inlocuita prin clipsare care prinde si ochiul de agatare din sfoara. Batoanele legate si agatate pe bete nu trebuie sa se atinga intre ele, deoarece aceasta poate duce la afumare necorespunzatoare (pete albicioase la locuri de lipire).
In cazul cremwurstilor cu compozitia umpluta in membrane colagenice (semisintetice), pentru a le face mai fragede (deci mai comestibile), s–a propus stropirea produselor cu solutie de preparate enzimatic proteolitice care actioneaza moderat asupra colagenului. Dupa o pauza de 2–10 min., produsele supuse tratamentului termic (afumare calda si pasteurizare).
In locul legarii, la cremwursti se rasucesc membranele la distante egale. Rasucirea se face conform instructiunilor tehnologice. La cremwurstii din carne de porc, rasucirea membranei se face la distanta de 12 cm, formandu–se siraguri. Apoi se aranjeaza pe bete mai subtiri decat cele obisnuite si cu sectiunea de triunghi echilateral, pentru ca suprafata de contact dintre produs si bete sa fie cat mai mica si deci partea neafumata cat mai redusa.
3.8. Prelucrarea termica
Prelucrarea termica are drept scop exprimarea calitatilor gustative ale produselor prin solubilizarea unora dintre substantele proteice si imbibarea lor cu substante empireomatice din fum si in primul rand marirea rezistentei la pastrare prin reducerea numarului de microorganisme sub actiunea temperaturilor si a substantelor antiseptice din fum.
Afumarea calda
In cazul cremwustilor din productia curenta se utilizeaza afumarea calda (80…90 C)
Prelucrarea termica a cuprinde urmatoarele procese: zvantarea, afumarea calda (hituirea), fierberea si racirea.
Zvantarea se face pentru indesarea compozitiei in membrane prin mentinerea batoanelor suspendate si pentru o usoara uscare a suprafetei batoanelor. La zvantarea se poate realiza o eliminare destul de pronuntata a umiditatii de pe suprafata batonului, folosindu–se in acest scop instalatii de racire aeriene. Zvantarea nu trebuie exagerata pentru a nu se crea pojghite pe suprafata batonului care sa impiedice migrarea umiditatii din centrul batonului.
Afumarea calda (hituirea) este un proces termic la care sunt supusi cremwustii zvantate si se realizeaza la temperaturi de peste 70 C. in timpul hituirii are loc un proces de pasteurizare a continutului, o sterilizare a membranei, o aromatizare cu produsi de distilare uscata a lemnului si o rumenire a membranei care pierde mirosul de mat, specific si capata mirosul placut de afumat.
In timpul hituirii, mioglobina se combina cu azotitii, dand nastere la hemocrogeni, favorizand in acest fel formarea culorii uniforme a compozitiei. Compozitia absoarbe componentii fumului, care, pe langa faptul ca au efect antiseptic, dau si o aroma placuta produsului.
In urma hituirii se produce o tabacire a membranei colagenice sub influenta aldehidelor din fum, de aceea membrana devine mai rezistenta, din punct de vedere mecanic, nehigroscopica, mai rezistenta la actiunea microbilor, transparenta si cu aspect merceologic mai bun.
Durata hituirii depinde de sistemul de afumare, de diametrul batonului si de natura membranei. O hituire corecta se realizeaza introducand batoanele zvantate in boxele incalzite la temperatura de 40 C, urmata de ridicarea treptata a temperaturii pana la 80 C. In acest fel membrana capata o culoare roz.
Fierberea preparatelor de carne continua actiunea de pasteurizare inceputa prin afumare si procesul de denaturare a proteinelor. Acest proces de fierbere duce la aparitia unei arome specifice, complet diferita de cea a carnii proaspete. Formarea aromei este determinata de substantele extractive solubile in apa. Prin fierbere se produce si o accentuare a digestibilitatii prin transformarea colagenului neasimilabil in glutina asimilabila.
Cremwustii se fierb in celule cu abur, procesul de fierbere incepand la temperatura de circa 80 C, care apoi coboara la circa 72–75 C in functie de sortiment.
Temperatura de fierbere trebuie sa fie cu atat mai ridicata cu cat batoanele sunt mai subtiri si compozitia contine mai putina apa. Daca batoanele sunt de calibre mai mari si compozitia lor contine mai multa umiditate, apa din produs se incalzeste repede la temperaturi inalte, compozitia se dilata puternic, iar membrana se crapa. Durata fierberii variaza dupa grosimea batonului, tinand seama ca in interiorul produsului trebuie sa se atinga o temperatura de 65–70 C.
In acest timp, pe langa distrugerea majoritatii formelor vegetative ale bacteriilor conditionat patogene, se produce si o inactivare a enzimelor.
Pentru realizarea tratamentelor termice se poate folosi:
– fie o celula clasica de afumare, in care caz pasteurizarea se realizeaza separat intr–un bazin de pasteurizare;
– fie o instalatie complexa in care se realizeaza atat afumarea cat si pasteurizarea.
O instalatie complexa de afumare la cald si pasteurizare cuprinde generatorul de fum si incinta de afumare. Generatorul de fum produce fumul, care dupa ce este conditionat se introduce in incinta de afumare.
Un generator de fum trebuie sa indeplineasca urmatoarele conditii:
– sa produca un fum avand aceeasi calitate si sa se poata regla cantitatea de fum livrata;
– fumul debitat nu trebuie sa contina cenusa si rumegus nears;
– daca este posibil, fumul debitat de generator nu trebuie sa contina produse de ardere completa a rumegusului;
– imediat dupa formare, fumul sa poata fi amestecat cu aer proaspat si temperatura lui sa fie mentinuta la o valoare optima, pentru a nu se ajunge la condensarea principalilor compusi utili;
– peretii generatorului in zona de generare a fumului (focar) nu trebuie sa fie metalici, deoarece la temperatura ridicata, metalul scade temperatura de aprindere a hidrogenului si a altor gaze, provocandu–se explozii si incendii. Daca nu este posibila inlocuirea metalului, peretii focarului trebuie raciti cu apa in manta;
– producerea fumului sa fie economica (consum redus de rumegus).
Generatoarele in mod curent utilizate, in prezent, in diferite tari apartin unuia din urmatoarele tipuri:
– generatoare de fum clasice care pot fi: cu aprinderea rumegusului din exterior; cu incalzire cu gaze combustibile; cu incalzire electrica;
– generatoare de fum prin frictiune care pot fi cu disc si cu tambur;
– generatoare de fum fluidizatoare.
La incheierea procesului de fierbere, se verifica gradul de fierbere prin sectionarea batonului cu un cutit sau prin inteparea lui cu un ac de lemn. In cazul cand fierberea nu a fost terminata, compozitia se lipeste de acizi sau de cutit.
Dupa fierbere, cremwustii sunt supusi imediat unui proces de racire. Racirea se face cu scopul de a realiza o trecere cat mai rapida de la temperatura de circa 68 C, atinsa in timpul fierberii la o temperatura de sub 37 C, pentru a se impiedica dezvoltarea germenilor, care intre aceste limite termice au conditii favorabile de dezvoltare. Totodata prin racire brusca se evita zbarcirea membranei. Racirea se face sub dus cu apa rece, timp de 15–30 minute, in functie de calibrul batonului.
3.9. Depozitarea cremwustilor
Cremwurstii se depoziteaza la temperatura 2…5oC si Φ = 75–80%, termenul de garantie fiind 3 zile.
Se pot depozita in lazi de aluminiu sau inox. Depozitele sunt racite cu baterii montate pe pereti. Daca se impune si o anumita umezeala relativa, spatiile respective se climatizeaza. Pentru depozite trebuie sa se asigure o igiena stricta, avand in vedere si masurile de combatere a rozatoarelor si insectelor.
Daca cremwustii nu sunt bine depozitati, avand in vedere continutul lor mare de apa, ele se pot altera datorita, in principal, bacteriilor din genul Bacillus si Clostridium. Alterarea in acest caz este de tip proteolitic fiind insotita in multe cazuri de balonarea accentuata batoanelor si de miros specific descompunerii proteolitice. Si in conditiile depozitarii indelungate, chiar la temperaturi de refrigerare, cremwustii se pot altera datorita tulpinilor psihrofile de micrococi, streptococi, lactobacili. Alterarea, in acest caz, are caracter predominant fermentativ si este de regula insotita de modificari de culoare a compozitiei: cenusie, cenusiu–verzuie.
Fenomenele cu consecinte asupra dezvoltarii microbiene sunt:
– formarea condensului la suprafata preparatelor ca o consecinta a introducerii lor in stare calda in spatii racite sau prin introducerea lor in stare racita in spatii calde. Ambele cazuri se intalnesc frecvent cu ocazia transportului preparatelor de la fabrica la unitatile de desfacere: fie ca produsele neracite se introduc in masini de transport racite, fie ca produsele racite se introduc in mijloace de transport neracite suficient;
– transpiratia apare la suprafata preparatelor din carne ambalate in saci de materiale plastice impermeabile pentru vaporii de apa, in care caz vaporii ce se degaja din produs (tinand seama de fluctuatiile de temperatura) se degaja din produs in interiorul sacului de plastic condensand pe suprafata interna a acestuia si la suprafata produselor. Suprafata umezita a preparatelor devine un mediu prielnic dezvoltarii, in principal, a bacteriilor Gram – negative proteolitice care formeaza stratul de mazga caracteristic.
Dintre germenii patogeni care se pot intalni in preparatele de carne si care ar putea avea rol in declansarea toxiinfectiilor alimentare sunt Salmonella si StapHilococcus aureus.
Salmonelele pot supravietui in compozitie in caz de subtratare termica, in care caz se pot depista si bacterii Gram–negative, in special din grupa coliformilor.
CAPITOLUL IV RETETE SI NOUTATI
4.1. Descrierea procesului tehnologic de fabricatie a cremwurstilor din carne de vita
Schema tehnologica pe operatii pentru obtinerea cremwurstilor din carne de vita:
4.1.2. Cremwurstii din carne de vita
Reteta de fabricatie:
Materii prime - kg
v carne vita calitatea I…………………………………………………….70
v slanina…………………………………………………………………..30
Materii auxiliare – kg
v piper…………………………………………………………………0,050
v polifosfati……………………………………………………………0,350
v nucsoara……………………………………………………………..0,030
v boia de ardei dulce…………………………………………………..0,050
v usturoi……………………………………………………………….0,050
Materiale:
v invelis: mate de porc sau membrane artificiale tip viscora (celofan cu diametrul de 18 – 22 mm); mate de porc cu diametrul de maximum 28 mm.
v etichete;
v sfoara.
4.1.3. Polonezi din carne de vita
Reteta de fabricatie:
Materii prime - kg
v carne vita calitatea II……………………………………………………78
v slanina…………………………………………………………………..22
Materii auxiliare – kg
v piper…………………………………………………………………0,050
v polifosfati……………………………………………………………0,350
v boia de ardei dulce…………………………………………………..0,050
v usturoi……………………………………………………………….0,050
Materiale:
v invelis: mate subtiri de porcine, cu diametrul maxim de 40 mm
v etichete;
v sfoara.
4.1.1 Parizerul din carne de pasare
Materii prime – kg
v carne pasare calitatea ………………..……………………….………70
v slanina…………………………………………………………………..30
Materii auxiliare – kg
v piper…………………………………………………………………0,050
v polifosfati……………………………………………………………0,350
v nucsoara……………………………………………………………..0,030
v boia de ardei dulce…………………………………………………..0,050
v usturoi……………………………………………………………….0,050
Materiale:
v invelis: funduri de bovine sau ovine, membrane de celofan, membrane artificiale de tip naturin, cu diametrul de maximum 120 mm;
v sfoara;
v etichete.
4.2.3. Cremwusti dietetici
Reteta pentru 100 kg materii prime:
– carne de vita II pentru bradt, kg 82
– ulei comestibil, kg 18
Condimente
– chimen, kg 0,120
– cimbru, kg 0,150
– coriandru, kg 0,050
Materii auxiliare:
– invelis: mate subtiri de oaie sau de porc cu diametru de 18–28 mm.
4.3. Noutati
4.3.1. Fabricarea bradtului prin metoda sub vid
Noua metoda de fabricare urmareste ca intregul proces tehnologic sa se desfasoare in absenta aerului. Vaccumarea se poate realiza in diferite faze de fabricatie. Avantajul acestei metode consta in eliminarea oxigenului din produs, prevenind prin aceasta o alterare mai timpurie sau schimbarea culorii. Sunt influentate, de asemenea, pozitiv gustul si puterea de legare a pastei.
In cazul procesului tehnologic conventional de pregatire a bradtului au loc incluziuni de aer care ulterior produc neajunsuri.
Al doilea avantaj al metodei este imbunatatirea gustului prin eliminarea oxigenului din compozitie. In aceasta situatie, actiunea pozitiva consta in protejarea grasimilor contra oxidarilor. Se stie ca grasimile emulsionate dau un gust agreabil produsului. Aceste particule de grasime trebuie protejate contra oxidarii, pentru a prevenii ca gustul de ranced sa influenteze negativ calitatea produsului.
In al treilea rand, se subliniaza avantajul vidului, care contribuie la marirea consistentei bradtului. Prin vaccumare, pasta devine mai compacta si produsele mai dense. O compozitie cu legatura slaba sau produse cu adaos mare de apa necesita o prelucrare sub vid cat mai avansata.
Pentru fabricarea bradtului prin metoda sub vid se foloseste instalatia K.S. Avantajele instalatiei constau: noua conceptie, timpul scurt, vitezele mari, dupa care este constituita instalatia pentru maruntirea, malaxarea si emulsionarea sub vid. Ea asigura:
– utilizarea in conditii optime a albuminelor din carne, precum si emulsionarea grasimilor;
– eliminarea aerului din faza de maruntire a carnii, precum si emulsionarea si inglobarea grasimilor;
– eliminarea aerului in faza de maruntire grosiera evita includerea lui si in operatiile ulterioare de prelucrare;
– intregul proces de fabricatie, desfasurandu–se intr–o sigura instalatie poate fi supravegheat si dirijat de un singur muncitor;
– se elimina transporturile intermediare evitandu–se in acest fel posibilitatile de infectare, incalzire sau murdarirea compozitiei.
4.3.2. Fabricarea cremwustilor fara membrana
Pentru formarea produselor cu pelicula (proteina) coagulata, pe plan mondial functioneaza o serie de instalatii cum ar fi Auto– Frank.
Instalatia Auto– Frank este formata din urmatoarele componente: compartimente, sectiunea de racire si cea de ambalare.
In aceasta instalatie, procesul tehnologic decurge in felul urmator: compozitia este adusa cu o pompa de carne in buncarul 1 si de aici in sectiunea de formare 2 care utilizeaza curenti de inalta frecventa pentru coagularea proteinelor la suprafata. Batoanele formate sunt luate de conveierul 3 al sectiei de formare si transferate pe conveierul 4 al sectiunii de tratare termica cu doua compartimente 5. Din sectiunea de tratare termica, cremwustii sunt transferati pe un sistem de conveiere 8, apoi pe conveierul 9, pe care se realizeaza gruparea produselor si de aici sunt condusi la masina de ambalat 10.
Transportorul din sectiunea de tratare termica si racire este format din doua lanturi pe care sunt prinse cosuri perforate confectionate din otel inoxidabil. Datorita perforatiilor prevazute in peretii cosurilor este permisa patrunderea aerului cald si a fumului la produse. Cosurile sunt atasate rigid la lanturile conveierului, ceea ce permite rostogolirea produselor in cosuri pe masura ce acestea sunt purtate in diferitele sectiuni de tratare termica si racire.
In primul compartiment al sectiunii de tratare termica se realizeaza incalzirea si afumarea propriu–zisa. In al doilea compartiment al sectiunii de tratament termic se realizeaza mai multe operatii: in prima zona se ridica temperatura produsului, in zona a doua, produsul este stropit cu apa calda, iar a treia, produsul este stropit cu o solutie de colorant prin intermediul unor duze. Prin intermediul aerului comprimat trimis in zona a treia, la partea superioara a acesteia, se indeparteaza urmele de apa de la suprafata produselor si cosurilor. In final in zona a patra se realizeaza zvantarea, produsele fiind apoi conduse in sectiunea de racire cu aer rece.
Operatia de formare a cremwustilor cu curenti de inalta frecventa este realizata in unitate de formare. Blocul de formare este un cilindru de teflon montat intr–un bloc metalic.
5.2. Coditii tehnice de calitate ale cremwustilor
Tabelul 12
|
Aspect exterior |
Suprafata nelipicioasa, cu invelis continuu, nedeteriorat, fara pete de mucegai, culoarea uniforma roz–rosiatica–deschis. |
|
Aspect pe sectiune |
Masa compozitiei perfect legata, compacta si uniforma, fara goluri de aer, aglomerari de apa sau grasime topita; bucati drepte sau curbate de circa 12cm lungime; consistenta elastica; miros si gust placut caracteristice, gustul potrivit de sarat, fara miros si gust strain |
|
Cremwustii se pot pastra cel mult 3 zile la temperatura de 0…4° C si 12 ore la temperatura de maxim 10°C |
|
Colectia de standarde profesionale pentru carnuri tratate si preparate din carne, 1996
5.3. Defectele care pot aparea la fabricarea cremwustilor
La analizarea defectelor care pot aparea la fabricarea cremwustilor trebuie sa se analizeze cu toata raspunderea cauzele care determina defectele si, prin intocmirea unui plan riguros HACCP, sa se ia masurile necesare evitarii acestor defecte pentru ca produsele finite sa se incadreze in standardele de calitate in vigoare
Tabelul 13
|
Defectul |
Cauze care produc defectul |
Discutii in legatura cu aparitia defectului |
|
A. Defecte de natura fizica |
||
|
Zbarcire excesiva dupa tratament termic |
Defectul este cauzat de: a) folosirea unei cantitati prea mari de grasime, inclusiv grasime moale, tocata prea marunt; b) umiditatea prea mare a compozitiei datorita adausului de apa sau fulgi de gheata; c) folosirea unei cantitati prea mare de carne de porc PSE; d) umplerea insuficienta; e) rasucirea prea rapida, in care caz retractarea membranei are loc mai rapid decat retractarea pastei. |
a) Grasimea moale se retracteaza mai mult decat cea tare. b) La tratament termic, o parte din apa adaugata se pierde prin difuzie si evaporare la suprafata batoanelor, mai ales la afumarea calda si pasteurizare in abur, ceea ce conduce la concentrarea compozitiei. c) Carnea PSE are o capacitate de retinere a apei redusa. e) Retractarea membranei are loc in cazul membranelor naturale sau semisintetice (pe baza de colagen). |
|
Cojire necorespunzatoare a cremwustilor in membrane celulozice |
a) coagularea nesatisfacatoare a proteinelor in faza a afumarii; b) uscarea excesiva a produsului pe durata racirii; |
a) Compozitia se lipeste de membrana si deci decojirea este necorespunzatoare. b) Deshidratarea produsului prin ventilatie mecanica prea puternica diminueaza insusirea de decojire a produsului. Umectarea produsului favorizeaza decojirea. |
|
Plesnirea sau ruperea membranei |
a) membrane umplute prea indesat; b) pasteurizarea excesiva; |
a) Membranele umplute prea indesat, mai ales cele poliamidice care nu au permeabilitate la vapori de apa si gaze se pot plesni datorita presiunii de vapori de apa dezvoltate la pasteurizare. b) Pasteurizarea excesiva ( la temperaturi prea ridicate ) creste tesiunea interna a vaporilor de apa. |
|
Pungi de gelatina in interiorul produsului |
a) emulsie instabila sau aproape instabila; b) utilizarea de carne cu continut prea mare de colagen si mai putina proteina de tip miozinic; raport mare grasime/colagen; c)suprapasteurizare; |
a) Produsele care se “fierb” in apa sunt mai susceptibile la formarea de pungi de gelatina decat cele “fierte” in abur. b) Proteina de tip colagen trebuie sa reprezinte mai putin de 33% din total, de preferat sub 25%. c) Produse pasteurizate un timp mai indelungat sau pasteurizate la o temperatura mai ridicata a apei care conduce la separarea grasimii si apei, produsul capatand si aspect mai uscat si gust fad si in unele cazuri batoanele fisureaza. In aceasta directie trebuie respectat regimul de pasteurizare, iar la pasteurizare trebuie sa se introduca batoane cu acelasi diametru. |
|
|
B. Defecte chimice |
|
|
Pete de culoare verzuie in interiorul produsului finit |
a) folosirea de azotiti in exces; b) distributie neuniforma a azotitilor; c) durata de maturare mica; d) temperatura de maturare prea mare. |
Pentru evitarea defectului este necesara o buna distributie a ingredientelor de sarare, prelungirea duratei de sarare, o temperatura de maturare de 4–6°C si folosirea unor agenti de accelerare sararii cum ar fi ascorbatul sau erisorbatul de sodiu. |
|
Gust lesietic sau de sapun |
Cauzele aparitiei defectului sunt: a) folosirea unei slanini prea moale, cu un continut de acizi grasi liberi ridicat; b) utilizarea unei cantitati mai mari de 0,5% polifosfati; c) utilizarea unei ape dure la fabricarea bradtului si compozitiei pentru prospaturi; d) utilizarea de NaCl impurificata cu saruri de Mg si Ca. |
Defectul apare la preparatele de carne, datorita formarii unor sapunuri intre acizii grasi liberi din grasime si metalele alcaline sau alcalino– pamantoase din apa tehnologica folosita sau din sare. |
|
Pete negre – cenusii in sectiunea produsului |
Defectul este cauzat de acidul ascorbic utilizat in amestecul de sarare la fabricarea bradtului si srotului care se depoziteaza in recipiente metalice. Punctele negre, bine conturate pe sectiunea produsului sunt prezentate de ascorbatul de fier ce se formeaza. |
Defectul nu apare la depozitarea semifabricatelor (bradt si srot) in recipiente de4 aluminiu, inox sau plastic. Defectul este diminuat in prezenta polifosfatilor. |
|
Culoarea neuniforma dupa pasteurizare |
a) folosirea unor doze de azotiti prea mari sau prea mici; b) folosirea unei sari impurificata cu clorura de magneziu; c) folosirea unui amestec de sarare cu granulatie prea mare; d) neuniformizarea amestecului de sarare in compozitie; e) nerespectarea duratei si temperaturii de maturare; f) folosirea unei paste nedezaerata; g) utilizarea carnurilor DFD; h) utilizarea la sarare a carnii in bucati mari si folosirea in acest caz a sararii de scurta durata; |
a) La doze prea mari de azotiti acestia actioneaza ca oxidanti, deci modifica culoarea; la doze prea mici nu se formeaza cantitati suficiente de NO care participa la formarea nitrozopigmentilor. b) Prezenta CaCl2 in sare impiedica o sarare uniforma. c) Granulatia prea mare a amestecului de sarare, incetineste procesul de sarare. d) Neuniformizarea amestecului de sarare uscat in compozitie se datoreste unei malaxari insuficiente. e) Maturarea insuficienta (ca durata) si la temperatura prea mare nu conduce la formarea completa a pigmentilor de sarare (azotitii nu sunt degradati la NO satisfacator). f) Prezenta aerului in produs conduce la oxidarea reala a nitrozopigmentilor de sarare si deci formarea de metpigmenti. |
|
|
i) folosirea de carne PSE; j) tratament termic insuficient. |
g) In carnurile DFD care au PH > 6,5, degradarea azotitilor este nesatisfacatoare, deci nu se formeaza o cantitate satisfacatoare de NO. h) Carnea in bucati mari necesita o durata de sarare mai mare. i) Carnea PSE are o culoare pali, desi se sareaza satisfacator in prezenta amestecului de sarare rapid. j) Tratamentul termic insuficient nu conduce la stabilizarea nitrozopigmentilor prin transformarea lor in nitrozohemocromogeni prin denaturarea partii proteice a mioglobinei si respectiv hemoglobinei reziduale. |
|
|
C. Defecte microbiologice |
|
|
Inverzirea sub forma de inel in interiorul produsului |
Defectul este cauzat de: a) gradul mare de infectare a materiilor prime si auxiliare; b) mentinerea productiei neterminate la temperaturi optime de dezvoltare a lactobaclilor (stationari in productia neterminata). |
Defectul se prezinta sub forma unui inel verde sau verde cenusiu la o anumita distanta de membrana fiind separat de aceasta printr–un strat de culoare normala. Aparitia inelului verde se explica prin aceea ca lactobacilii se pot dezvolta in batoanele netratate termic in conditii de microaerofilie. Tratamentul termic a fost eficient, deci lactobacilii sunt distrusi, dar pana la aplicarea tratamentului termic ei au produs H2O2 care in prezenta aerului oxideaza pigmentii normali de sarare. Defectul este vizibil numai dupa sectionarea produsului si apare in orice loc de taiere. |
|
Mazga la suprafata produselor |
Defectul este cauzat de dezvoltarea bacteriilor lactice, a micrococilor si drojdiilor la suprafata membranei fiind favorizat de: a) condensarea umiditatii la suprafata produselor; b) pastrarea un timp prea indelungat a produselor in depozite frigorifice. |
Este necesar ca depozitarea productiei finite sa se faca in spatii racite pentru prospaturi pentru maxim 2–3 zile. |
|
Mucegairea produsului finit |
Defectul este cauzat de dezvoltarea mucegaiurilor, favorizate de: suprafata produsului prea umeda datorita mediului de pastrare sau datorita “transpiratiei” produsului finit. |
Mucegaiurile au nevoie de aer pentru dezvoltare. Daca mucegaiurile nu au lezat integritatea membranei si nu au patruns in continut, acestea se inlatura prin periere, iar daca mucegaiul nu este umed, se spala batoanele cu saramura 20–25% si cu acid acetic 3%, dupa care batoanele se afuma din nou. |
Colectia de standarde profesionale pentru carnuri tratate si preparate din carne, 1996
B. CONTRIBUTII PERSONALE
Capitolul V. ANALIZA FIZICO-CHIMICA A PARIZELULUI DE PUI
In dorinta de a diversifica sortimentele de produse din carne in membrana, pe piata romaneasca in ultimul deceniu au aparut noi produse, care desi nu sunt traditionale, s-au impus prin calitatea nutritiva si digestibilitate ridicata. Printre acestea se numara si parizerul din carne de pasare.
In lucrarea de fata am determinat calitatea organoleptica si fizico-chimica a unui sortiment de parizer din carne de pui, prelevat din comertul indigen.
5.1. Material si metoda
Pentru a determina calitatile organoleptice si fizico-chimice a parizerului carne de pui in perioada ianuarie -aprilie 2009.
Probele au fost recoltate la cca 3 zile de la fabricatie, perioada in care produsul a fost tinut la temperatura de refrigerare (0-40C).
Recoltarea probelor s-a facut conform prevederilor legale, iar examinarea s-a facut in ziua recoltarii.
Examenul organoleptic a urmarit: aspectul, culoarea, consistenta, gustul, mirosul.
Examenul fizico-chimic a urmarit determinarea umiditatii, substantele proteice, substantelor grase, a cloruri de sodiu, nitratilor si azotului usor hidrolizabil.
5.2. Determinarea umiditati, prin uscare la etuva la temperatura de 1030
Conform STAS – ului 9065/3-1973 determinarea continutului de apa se face prin trei metode:
1- uscarea la etuva la temperatura de 1030C;
2- antrenarea cu solventi organici;
3- metoda Karl-Fischer.
Principiul metodei.
Incalzirea unei cantitati din proba de analizat la temperatura de 1030C ± 20C pana la greutatea constanta.
Aparatura si reactivi
- balanta analitica de cantarire (cu precizie de 0,0001);
- fiole de cantarire cu capac;
- exicator cu capac si substanta hidroabsorbanta;
- etuva electrica;
- nisip de mare calcinat.
Pregatirea probei
Dupa indepartarea in prealabil a membranei, proba de analizat (minimum 100g) se trece de doua ori prin masina de tocat sau se marunteste fin. Proba maruntita si omogenizata se pastreaza pana la intrarea in lucru intr-o sticla cu dop rodat.
Mod de lucru
Pentru fiecare proba luata in lucru se efectueaza, in paralel, doua determinari. In fiola de cantarire uscata se pun circa 10-15g nisip de mare calcinat (pastrat intr-un flacon inchis ermetic) si se usuca timp de 30 minute in etuva (la 103±20C). Dupa racire in exicator pana la temperatura camerei, in fiola cu nisip se introduce o bagheta de sticla si tareaza (notand greutatea cu G).
Din proba de analizat se introduce in fiola cca. 5g care se intinde si se amesteca (cu mare atentie) cu nisipul calcinat. Dupa cantarire (notand greutatea cu G1), fiolele astfel pregatite se introduc in etuva cca. 2 ore.
Dupa epuizarea timpului stabilit, fiolele se scot din etuva, se racesc in exicator, dupa care se cantaresc, notandu-se greutatea. Fiolele se introduc din nou in etuva, mentinandu-se circa 1 ora, dupa care se scot din exicator, se rac000000esc si se recantaresc. Aceasta operatie se repeta pana cand diferenta intre doua cantariri succesive nu depaseste 0,005g (greutate notata cu G2).
Calculul rezultatelor
G1 – G2
% apa = x 100
G1 – G
unde:
G = greutatea fiolei + nisip calcinat + bagheta de sticla, in g;G1= greutatea fiolei + nisip calcinat + bagheta de sticla + proba inainte de uscare, in g;G2= greutatea fiolei + nisip calcinat + bagheta de sticla + proba dupa uscare, in g;
Ca rezultat se ia media aritmetica a celor doua determinari paralele, care nu trebuie sa difere intre ele cu mai mult de 0,5g apa la 100g proba de analizat.
5.3. Determinarea substantelor grase
Conform STAS – ului 9065/2-1973 determinarea continutului de substante grase se face prin mai multe metode bazate pe principiul extractiei cu solventi organici (pentru substantele grase libere) si a hidrolizei si extractiei cu solventi organici (pentru substantele grase totale).
Metode de determinare a substantelor grase
- metoda Soxhlet;
- metoda de apreciere a stadiului de oxidare a grasimii conform STAS –ului 9065/10-1975
Reactia Kreis;
Determinarea indicelui de peroxid.
Principiul metodei
Substantele grase din proba de analizat sunt extrase cu solventi organici si dupa indepartarea acestora se cantareste si se exprima procentual.
Aparatura si reactivi
- aparat de extractie, tip Soxhlet, cu balon de 250 ml , extractor 100 ml si refrigerent;
- etuva termoreglabila;
- cartuse filtrante uscate si degresate;
- eter etilic anhidru sau amestec de eter etilic si eter de petrol ;
- nisip de mare calcinat;
- fosfat disodic sau sulfat de sodiu anhidru;
- vata libera de grasime.
Modul de lucru
Pe o cartela de celuloid se aseaza o fasie subtire de vata si se tareaza. Dupa indepartarea membranei, proba de analizat se trece de doua ori prin masina de tocat sau se marunteste fin. din proba pregatita pentru analiza se iau cca. 5g si se intind pe fasia de vata. Se cantareste la balanta analitica si se noteaza cantitatea exacta luata in lucru (G1). Peste produsul astfel cantarit, se adauga o cantitate egala sau dubla de fosfat disodic sau nisip. Se ruleaza vata cu atentie si se introduce in cartusul filtrant sau in plicul confectionat din hartie de filtru. In cazul probelor cu continut mare de grasime, fiecare cartus sau plic, dupa cantarire si inchidere, se introduce in cate o fiola curata si uscata de sticla.
Probele astfel pregatite se introduc in etuva unde se usuca timp de 6 ore la temperatura de 103±20C sau 1,5h la 125±20C. Dupa scoaterea din etuva si racire, cartusul se introduce in extractorul aparatului, iar in balonul de fierbere curat, uscat si tarat (G2) in prealabil la balanta analitica se pun cca. 150-200ml eter etilic. Daca cartusul (sau plicul) a fost uscat la etuva in fiole individuale, in special cand se observa extravazarea grasimii topite (din cartusul sau plicul respectiv), fiecare fiola se clateste in 3-4 reprize cu cantitati mici de solvent, care se adauga in balonul de fierbere.
Se asambleaza instalatia, punand balonul de fierbere pe o baie de apa calda la temperatura de 50-550C.
Prin incalzire, vaporii de eter din balonul de fierbere trec prin extractor, ajung in refrigerent, unde se condenseaza si cad sub forma de picaturi pe proba din cartus. Eterul extrage o parte din grasime, iar cand ajunge la nivelul de sifonare, se scurge in balonul de fierbere, aducand cu el si o parte din grasime. Extractia dureaza 6 ore si trebuie in asa fel dirijata, incat sa se realizeze 10-12 sifonari/ora.
La terminarea extractiei, se distila eterul din balon dupa dezasamblarea instalatiei, balonul de fierbere, cu grasimea extrasa, se introduce in etuva la 103±20C, timp de o ora. Dupa racire in exicator, se cantareste balonul si se repeta uscarea pana la greutate constanta (G3).
Calculul rezultatelor
G2 – G3
% grasime = x 100
G1 – G
unde:
G = tara cartelei de celuloid + vata; G1= tara cartelei de celuloid + vata + proba de analizat; G2= tara balonului de fierbere; G3= tara balonului de fierbere + grasime extrasa.
Ca rezultat se ia media aritmetica a doua determinari paralele, care nu difera intre ele cu mai mult de 0,5g substante grase, la 100g proba pentru analiza.
5.4. Determinarea clorurii de sodiu
Conform STAS – ului 9065/5-1973, clorura de sodiu se determina prin metoda Volhard, potentiometrica si Mohr.
Principiul metodei
In extractul apos, obtinut din produsul supus analizei in prezenta cromatului de potasiu ca indicator, in momentul epuizarii ionilor de clor sub forma de clorura de argint, prima picatura in exces de azotat de argint, in contact cu cromatul de potasiu, formeaza cromatul de argint de culoare caramizie. Virajul culorii indica sfarsitul titrarii.
Reactivi
- azotat de argint, sol. 0,1N;
- cromat de potasiu, sol. 10%;
- hidroxid de sodiu, sol. 0,1N;
- fenolftaleina, sol. 0,1g, la 100ml alcool etilic 95% vol.
Modul de lucru
Intr-un pahar Berzelius, de 250ml, tarat in prealabil, se cantaresc cu precizie de 0,01g cca. 10g din proba maruntita si omogenizata, peste care se adauga apa, pana la 100ml. Se acopera si se lasa la temperatura camerei, timp de 30 minute, agitand din cand in cand continutul cu o bagheta de sticla.
Se filtreaza printr-o hartie de filtru uscata, intr-un pahar uscat si curat.
Se masoara cu pipeta 10ml din filtrat si se introduc intr-un vas Erlenmeyer de 250ml. Se adauga o picatura de solutie de fenolftaleina si se titreaza cu o solutie de hidroxid de sodiu 0,1N pana la virajul indicatorului la roz-pal,
dupa care se adauga 1ml de solutie de cromat de potasiu si se titreaza cu solutie de azotat de argint sub agitare energica, pana cand culoarea solutiei trece de la galben-pai, la portocaliu persistent.
Calculul rezultatelor
0,00585 (20 - V) V1
%clorura de sodiu = x x 100
G V2
unde:
0,00585 = echivalentul in grame de clorura de sodiu a 1ml azotat de argint, sol. 0,1N; V = volumul in ml a solutiei de azotat de argint 0,1N folosita la titrare; V1= volumul total al extractului apos; V2= volumul de extract luat pentru analiza; G = greutatea probei luata in analiza, in grame.
Rezultatul este dat de media aritmetica a doua determinari efectuate in paralel, daca diferenta intre ele nu depaseste 0,2g clorura de sodiu la 100g proba.
5.5. Determinarea azotului usor hidrolizabil
Conform STAS – ului 9065/7-1974 determinarea azotului usor hidrolizabil si a amoniacului se face prin metoda calitativa cu reactiv Nessler pentru identificarea amoniacului;
Principiul metodei
Amoniacul in stare libera din extractul apos al probei de analizat formeaza cu reactivul Nessler un complex de culoare galben-portocalie.
Reactivi
Reactivul Nessler (format din clorura mercurica, iodura de potasiu, hidroxid de potasiu si apa distilata).
Modul de lucru
Prepararea extractului.
Din proba de analizat se cantaresc cca. 10g care se pun intr-un pahar Berzelius ce contine 100ml apa distilata. Se lasa in contact 15 minute, la temperatura camerei, agitandu-se de 2-3 ori, dupa care se filtreaza intr-un balon Erlenmeyer, curat si uscat.
Identificarea amoniacului
Intr-o eprubeta curata, se introduce 1ml extract apos din proba de analizat. Se adauga picatura cu picatura, 10 picaturi de reactiv Nessler, agitand eprubeta dupa adaugarea fiecarei picaturi. Se urmareste modificarea culorii, claritatea solutiei si formarea de precipitat.
Pentru a aprecia culoarea reactivului, in paralel se face si o proba martor cu apa distilata.
Interpretare
- reactia este negativa, cand dupa adaugarea a 10 picaturi de reactiv nu se schimba culoarea sau claritatea solutiei;
- reactia este slab pozitiva, cand dupa adaugarea a 6 picaturi de reactiv, culoarea devine galben intens si apare un usor precipitat;
- reactia este pozitiva, cand culoarea devine galbena, apare o tulbureala vizibila si un precipitat abundent, chiar de la adaugarea primelor 2-3 picaturi de rteactiv.
5.6. Determinarea azotului usor hidrolizabil prin titrare indirecta cu hidroxid de sodiu
Principiul metodei
Azotul din gruparile aminice se pune in libertate prin hidroliza cu o baza slaba si impreuna cu amoniacul liber este antrenat prin distilare cu vapori de apa intr-o solutie acida cantitativ si calitativ cunoscuta. Excesul de acid se determina prin titrare cu o solutie alcalina echivalenta.
Aparatura si reactivi
- instalatie de distilare formata din balon de fierbere, refrigerent descendent si pahar colector;
- acid sulfuric 0,1N;
- hidroxid de sodiu 0,1N;
- oxid de magneziu calcinat;
- ulei de parafina;
- rosu de metil solutie alcoolica 0,2% sau reactiv Polonovsky.
Modul de lucru
In balonul de fierbere se introduc 10g din proba tocata si omogenizata, 1-2g oxid de magneziu, 5-10ml ulei de parafina si cca. 300ml apa.
In paharul colector, se introduc 10-15ml acid sulfuric 0,1N si 2-3 picaturi de solutie indicator. Se asambleaza instalatia de distilare in asa fel incat alonja refrigerentului sa fie cufundata in solutia de acid sulfuric.
Incalzirea se face moderat, pentru a evita spumarea, iar dupa ce lichidul ajunge la fierbere se mareste treptat flacara. Distilarea dureaza 25-30 minute din momentul in care lichidul a ajuns la fierbere. Catre sfarsitul distilarii, se coboara paharul colector, astfel incat tubul prelungitor al refrigerentului sa ramana deasupra distilatului. Sfarsitul distilarii se verifica cu hartie de turnesol ( o picatura ce cade din refrigerent nu trebuie sa mai albastreasca hartia de turnesol). Dupa spalarea extremitatii tubului prelungitor al refrigerentului cu circa 5ml apa distilata, colectata peste distilat, se titreaza excesul de acid sulfuric cu solutie de hidroxid de sodiu 0,1N, pana la virarea brusca a indicatorului din rosu in galben.
Calculul rezultatelor
0,0017 x (V1 – V2) x 1000
mg NH3 /100g produs = x 100
G
unde:
0,0017 = cantitatea de amoniac, in g, corespunzatoare la 1ml acid sulfuric 0,1N; V1 = ml acid sulfuric 0,1N introdusi in paharul colector; V2 = ml hidroxid de sodiu 0,1N folositi la titrarea excesului de acid; G = greutatea in g a probei luate in studiu.
Discutii
o la parizerul proaspat, cantitatea maxima de NH3 admisa este de 20-25mg la 100g produs;
o la parizerul relativ proaspat, intre 26-35mgNH3 la 100g produs;
o la limita prospetimii intre 36-45mgNH3 la 100g produs;
o parizerul alterat are peste 45mg NH3 la 100g produs.
5.7. Determinarea substantelor proteice totale
Conform STAS – ului 9065/1981 determinarea substantelor proteice totale din preparate din carne se face prin metoda Kjedahl.
Principiul metodei
Proba de analizat se mineralizeaza prin incalzirea cu acid sulfuric concentrat in prezenta unui catalizator. In urma degradarii proteinelor si a celorlalti compusi cu azot, se pun in libertate ionii de amoniu (NH4) combina cu acidul sulfuric formand bisulfatul de amoniu (NH4HSO4).
Amoniacul pus in libertate prin alcalinizarea puternica este distilat si titrat.
Aparatura si reactivi
baloane de mineralizare Kjedahl de 250ml;
instalatie de distilare;
instalatie de mineralizare si sursa de caldura pentru distilare;
sticlarie uzuala de laborator (baloane, pahare, pipete gradate, biurete);
acid sulfuric, liber de azot si solutie 0,2N;
sulfat de cupru si sulfat de potasiu;
hidroxid de sodiu solutie 30% liber de azot si carbonati si solutie 0,1N;
rosu de metil solutie alcoolica 0,2% sau alt indicator.
Modul de lucru
Mineralizarea
Din proba maruntita si omogenizata se cantareste la balanta analitica 0,2-5g care se introduc intr-un balon Kjedahl. Se adauga 20ml acid sulfuric, 1g sulfat de cupru si 5g sulfat de potasiu.
In gura balonului se aseaza o palnie mica de sticla, apoi balonul se pune la instalatia de mineralizare. Se incalzeste progresiv balonul pentru a se evita spumarea. La inceput lichidul capata o tenta bruna negricioasa, apoi se clarifica treptat. Mineralizarea se considera terminata cand lichidul devine limpede, nu mai are tenta galbuie, iar pe peretii balonului n-au ramas particule neatacate. Din acest moment se mai continua incalzirea inca 30 de minute. Dupa racire mineralizatul are o culoare albastrui-verzuie. In mod obisnuit mineralizarea dureaza 4-6h; produsele cu continut mare de grasime se mineralizeaza mai greu.
Distilarea amoniacului si dozarea azotului
Mineralizatul racit se introduce intr-un balon cotat de 200ml, apoi se fac 2-3 spalari cu apa distilata a balonului Kjedahl si toata cantitatea rezultata se pune in balonul cotat. Intrucat adaosul de apa peste mineralizat produce o reactie puternic exoterma, se recomanda ca in timpul acestei operatii balonul Kjedahl sa fie tinut sub un jet de apa rece, iar gura acestuia sa nu fie indepartata spre operator. Se completeaza la semn cu apa distilata si se omogenizeaza bine.
Din lichidul omogenizat se masoara cu exactitate 25ml care se introduc in balonul de distilare cu cca. 250ml apa. In paharul colector se pune o cantitate de 10-20ml acid sulfuric 0,1N exact masurata si cateva picaturi de indicator. Se inchide circuitul de distilare, avand grija ca extremitatea a tubului refrigerent sa fie cufundata in solutia de acid in paharul colector. In acest moment se adauga in balonul de distilare 25ml solutie de hidroxid de sodiu 30%, fara agitare, dupa care se inchide imediat circuitul. Este necesar ca reactia lichidului din balonul de distilare sa fie net alcalina.
Distilarea trebuie sa aiba un ritm moderat. Dupa ce s-au colectat cca. 200ml distilat se coboara paharul colector in asa fel incat extremitatea inferioara a tubului refrigerentului sa fie deasupra nivelului lichidului colectat. Cu ajutorul unei pipete se spala cu apa distilata tubul refrigerentului; lichidul de spalare fiind captat in vasul colector.
Se titreaza distilatul cu hidroxid de sodiu 0,1N. In cazul folosirii indicatorului rosu de metil, titrarea se va face pana cand culoarea vireaza de la rosu la galben.
Calculul rezultatelor
(V – V1) x 0,0014 x 6,25
Substante proteice % = x 100
G
unde:
V = numarul de ml acid sulfuric 0,1N din paharul colector; V1= numarul de ml hidroxid de sodiu 0,1Nfolositi la titrarea excesului de acid; 0,0014 = cantitatea de azot in grame, corespunzatoare la 1ml acid sulfuric 0,1N; G = cantitatea de produs luata pentru mineralizare, in g.
5.8. Determinarea azotitilor (nitritilor)
Determinarea nitritilor, s-a efectuat dupa dupa metoda Griess
Principiul metodei
Nitritii se combina in mediu acid cu o amina aromatica primara cu care formeaza o sare de diazoniu. Daca aceasta sare e condensata sau cuplata cu o alta amina aromatica primara, se formeaza un complex colorat.
Intensitatea de culoare a solutiei ce se analizeaza se compara cu cea a unei solutii etalon care contine o cantitate cunoscuta de nitriti. Citirea se poate face direct, vizual, folosind o scara de comparatie, sau cu ajutorul unui fotocolorimetru sau spectrofotometru folosind o curba etalon.
Aparatura si reactiv
Fotocolorimetru sau spectrofotometru;
Reactiv Griess (amestec in parti egale de solutie acida de α-naftil amina - solutie I si solutie acetica de acid sulfanilic – solutia II, preparat extempore). Solutia I: se dizolva la cald 0,125g α – naftalina clorhidrica in 20ml apa distilata si ser adauga 150ml acid acetic 15%, daca solutia este usor colorata se adauga cca. 1g pulbere de zinc, se agita bine si se filtreaza din nou. Solutia II: se dizolva 0,5g acid sulfanilic in 150ml acid acetic 15%.
Solutie apoasa saturata de clorura mercurica; S
Scara etalon pentru comparare, pregatita in ziua determinarii, cu cantitati cunoscute de azotit de sodiu : 0,1g azotit de sodiu cantarit la balanta analitica, se aduce cantitativ cu apa distilata la balon cotat de 100ml. Din aceasta solutie de baza se masoara 1ml cu micropipeta, care se aduce cu apa distilata in balon cotat de 1000ml, pregatindu-se astfel solutia diluata de lucru. Se aleg 9 eprubete curate uniform calibrate, incolore si se numeroteaza de la 1 la 9. IIn fiecare eprubeta se introduce solutia etalon, reactiv Griess si apa distilata conform tabelului 1.
Tabel nr. 1
|
Nr. eprubete |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
Volum solutie etalon (ml) |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
Volum reactiv Greiss (ml) |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
|
Volum apa distilata (ml) |
8 |
7 |
6 |
5 |
4 |
3 |
2 |
1 |
|
Se lasa eprubetele in stativ minim 20 de minute pentru dezvoltarea culorii. Scara comparatoare astfel pregatita are stabilitate de cca. 4 ore si serveste la compararea directa, vizuala, a probei de analizat.3
In cazul in care se foloseste fotocolorimetrul sau spectrofotometru se traseaza curba etalon pe baza extinctiei obtinute cu continutul fiecarei eprubete in parte din scara etalon. Extinctia se masoara la lungimea de unda de 520nm. Pe ordonata se inscriu valorile extinctiilor obtinute la cele 9 eprubete, iar pe abscisa continutul corespunzator de nitrit de sodiu.
Modul de lucru
Din proba bine maruntita si omogenizata, se cantaresc 10g care se aduc cu cca. 80ml apa distilata in balon cotat la 100ml. Balonul se tine pe baia de apa 1 ora la 600C, agitandu-se energic din cand in cand. Se adauga apoi 5ml solutie saturata de clorura mercurica, se omogenizeaza bine, se raceste, se copmleteaza cu apa la semn si se filtreaza prin filtru curat. Intr-o eprubeta curata se introduc 1ml reactiv Griess , 1ml extract apos din proba analizata si 8ml apa. Dupa omogenizare se lasa in repaus la temperatura camerei minimum 20 de minute, dupa care se compara cu scara etalon sau se citeste la fotocolorimetru.
Calculul rezultatelor
m1 x 100
Nitrit de sodiu, mg la 100g produs = x 100
m x V
unde:
m1 = cantitatea de nitriti, in mg, din eprubeta etalon cu care se potriveste intensitatea de culoare a probei, sau cantitatea citita pe curba etalon, in functie de extinctia probei; 100 = volumul balonului cotat, in ml; V = volumul de solutie folosit la determinare (1 ml); m = masa probei luata in lucru, ing (10g); 100 = factorul de exprimare procentuala.
5.9. Rezultate si discutii
Examenul organoleptic, in general nu a evidentiat modificari majore fata de procedurile standardului.
Astfel :
- aspectul: - exterior - forma si dimensiunile loturilor au fost in functie de memebrana utilizata; pe sectiune – compozitia a fost bine legata sub forma de pasta fina omogenizata, fara aglomerari de apa si fara goluri de aer; s-au constatat prezenta particulelor fine de condiment utilizat.
- culoarea: - a fost roz – rosie uniforma, cu diverse nuante de culoare pentru particulele de condimente;
- consistenta a fost elastica, felia s-a pastrat integritatea dupa taiere;
- gustul si mirosul au fost specifice preparatelor de carne tratata termic, potrivit de sarat, specific condimentelor utilizate, fara gust si miros de mucegai sau fermentat, sau alte gusturi si mirosuri straine.
Rezultatul examenului fizico – chimic este prezentat in tabelul 2.
Tabel nr.2
Rezultatul examenului fizico-chimic al parizerului din carne de pasare examinate.
|
Caracteristici |
Conditii de admisibilitate |
Numarul probelor examinate |
|||||
|
S.F. 1/98 Petra |
|
1 |
2 |
3 |
4 |
5 |
|
|
Umiditate % |
Max.64,0 |
65,76 |
66,84 |
67,14 |
60,86 |
69,16 |
64,82 |
|
Proteine % |
Max.15,0 |
14,20 |
13,68 |
14,28 |
15,24 |
12,62 |
15,18 |
|
Grasime % |
Max.19,0 |
18,28 |
19,58 |
18,64 |
15,64 |
19,16 |
18,42 |
|
Clorura de sodiu % |
Max.3,0 |
2,09 |
2,18 |
1,98 |
1,68 |
2,08 |
2,56 |
|
Nitriti mg(NO2/100g) |
Max.7,0 |
3,57 |
2,90 |
3,44 |
3,26 |
4,29 |
3,96 |
|
Azot usor hidrolizabil (mg NH3 / 100g) |
Max.30 |
29,96 |
24,16 |
32,18 |
31,62 |
28,06 |
33,82 |
|
Caracteristici |
Conditii de admisibilitate |
Numarul probelor examinate |
|||||
|
S.F. 1/98 Petra |
|
1 |
2 |
3 |
4 |
5 |
|
|
Umiditate % |
Max.64,0 |
65,76 |
66,84 |
67,14 |
60,86 |
69,16 |
64,82 |
|
Caracteristici |
Conditii de admisibilitate |
Numarul probelor examinate |
|||||
|
S.F. 1/98 Petra |
|
1 |
2 |
3 |
4 |
5 |
|
|
Proteine % |
Max.15,0 |
14,20 |
13,68 |
14,28 |
15,24 |
12,62 |
15,18 |
|
Caracteristici |
Conditii de admisibilitate |
Numarul probelor examinate |
|||||
|
S.F. 1/98 Petra |
|
1 |
2 |
3 |
4 |
5 |
|
|
Grasime % |
Max.19,0 |
18,28 |
19,58 |
18,64 |
15,64 |
19,16 |
18,42 |

|
Caracteristici |
Conditii de admisibilitate |
Numarul probelor examinate |
|||||
|
S.F. 1/98 Petra |
|
1 |
2 |
3 |
4 |
5 |
|
|
Clorura de sodiu % |
Max.3,0 |
2,09 |
2,18 |
1,98 |
1,68 |
2,08 |
2,56 |
|
Caracteristici |
Conditii de admisibilitate |
Numarul probelor examinate |
|||||
|
S.F. 1/98 Petra |
|
1 |
2 |
3 |
4 |
5 |
|
|
Nitriti mg(NO2/100g) |
Max.7,0 |
3,57 |
2,90 |
3,44 |
3,26 |
4,29 |
3,96 |
|
Caracteristici |
Conditii de admisibilitate |
Numarul probelor examinate |
|||||
|
S.F. 1/98 Petra |
|
1 |
2 |
3 |
4 |
5 |
|
|
Azot usor hidrolizabil (mg NH3 / 100g) |
Max.30 |
29,96 |
24,16 |
32,18 |
31,62 |
28,06 |
33,82 |
Proportia mediei de apa inregisreaza o valoare de 65,76%, cu 1,76 mai mare fata de valoarea inscrisa in S.F. 1/1998.Valoarea umiditati a fost cuprinsa intre 60,86 si 69,16%.
Diferentele destul de mari de umiditate de la o sarja la alta creeaza impresia ca apa tehnologica se adauga oarecum aleator si nu in regim strict controlat.
Umiditatea preparatelor din carne in memebrana este data de apa continuta in materiile prime (carne si grasimi) si de apa tehnologica adaugata in brandt.
Cantitatea de apa tehnologica este insa dependenta de limita maxima impusa de standard (admisa in produsul finit) dar si de capacitatea carni de a retine apa (CRA).
In randul sau, CRA-ul este dependent de calitatea carni (de continutul acestea in colagen, proteina etc). La carnurile de calitate mai redusa, pentru cresterea CRA-ului, in brandt se adauga 5 polifosfatii in proportie de maxim 0,5%.
Deoarece polifosfatii pot corecta doar partial CRA-ul, putem presupune ca la unele sarje de parizel examinate, calitatea slaba a carnurilor poate fi alta cauza ce a determinat un continut mai redus de apa.
Continutul proteic al probelor examinate a inregistrat o valoare medie de 14,20% cu 0,80% mai mica decat limita impusa prin standardul de firma propriu (15%).
Continutul de grasime a fost in medie de 18,28% cu 0,72% mai mic decat valoarea impusa standard (19%).
Prin proportia mai mare de proteina si mai mica de grasime a parizerului de carne de pasare, comparativ cu cel traditional din carne de porc (proteina 11%, grasime 12% ), putem afirma fara a gresii ca produsul din carne de pasare este dietetic si are o valoare plastica mai ridicata.
Continutul mediu de clorura de sodiu a fost de 2,09% cu limite cuprinse intre 1,68 si 2,56%.
Continutul mediu de nitriti a fost de 3,57 ppm cu limite intre 2,90 si 4,29 ppm.
Rezultatele determinarilor cantitative ale acestor substante in probele de parizer examinate, au aratat ca procesatorul a introdus, in general, in retetele de fabricatie continuturi reduse chiar pana la jumatate din limita maxima legal admisa (3% NaCl si 7 ppm NO2) cu tot efectul negativ pe care aceasta reducere ar avea asupra comestibilitatii.
Este posibil insa ca nitriti sa fie sub limita de 7 ppm si datorita unor conditii foarte bune de reducere in timpul maturarii semifabricatelor (bradt si srot) si a tratamentelor termice.
Azotul usor hidrolizabil a inregistrat o valoare medie de 29,96 mg NH3 / 100 g produs in limita procedurilor legal admise.
In concluzie se poate afirma ca, in general parizerul de pasare corespunde, cu mici exceptii, normelor impuse prin standarde de firma S.F.-1/1998.
Capitol VI
BILANT DE MATERIALE
6.1 Consumuri specifice
Indici uzinali pentru consumul specific de materii prime:
Sortiment |
Consum specifice (kg / kg) |
|
Parizer carne vita |
0,825 |
|
Cremwursti vita |
0,900 |
|
Polonezi vita |
0,875 |
Indici uzinali pentru consumul de materiale:
|
Sortiment |
Invelis (m/kg prod. fin) |
Sfoara (m/kg prod. fin) |
Etichete (buc/kg prod fin) |
|
Parizer |
0,52 |
3,25 |
1 bc/ kg |
|
Cremwursti |
6,5 |
|
1 bc/2 kg |
|
Polonezi |
1,6 |
|
1 bc/2 kg |
4.2 Calculul bilanturilor de materiale pe sortimente de produs
4.2.1 Bilantul de materiale pentru parizerul din carne de vita
1000 kg – cantitatea de produs finit
1) Calculul necesarului de materii prime pentru 1000 kg produs finit:
consum
specific = ![]() kg
kg
unde:
MP = materii prime
PF = produs finit.
v calculul necesarului de carne de vita I pentru bradt:
100 kg MP………………………………………….70 kg carne vita I
825 kg MP…………………………………………….x
x = 577,5 kg carne vita I
v calculul necesarului de slanina pentru bradt:
100 kg MP…………………………………………30 kg slanina
825 kg MP……………………………………………x
x = 247,5 kg slanina
Verificare: 577,5 + 247,5 = 825 kg.
2) Calculul necesarului de sare si amestecul de sarare:
v necesarul de sare pentru sararea slaninei:
Consumul specific de sare este de 2%.
100 kg slanina………………………………………..2 kg sare
247,5 kg slanina…………………………………………x
x = 4,95 kg sare
v necesarul de amestecul de sarare pentru carne:
Consumul specific de sare este de 2,5%.
100 kg carne vita I…………………………………2,5 kg amestec de sarare
577,5 kg carne vita I…………………………………………..x
x = 14,4375 kg amestec de sarare
Reteta amestecului de sarare:
Sare 100 kg 99,502 kg
NaNO2 0,5 kg 0,498 kg
Total 100,5 kg 100 kg amestec
Necesarul de sare pentru amestecul de sarare:
14,437![]() kg sare
kg sare
Necesarul de nitrit:
14,437![]() kg nitrit
kg nitrit
Verificare: 14,365 + 0,072 = 14,437 kg amestec de sarare.
3) Calculul necesarului de membrana cutisin cu diametrul de 80 mm.
Consumul de membrana cu diametrul de 88 mm = 0,52 m / kg prod. finit
1 kg produs finit……………………………. ……0,52 m membrana
1000 kg produs finit………………………………………x
x = 520 m membrana.
4) Calculul necesarului de sfoara de canepa:
Consumul de sfoara = 3,25 g / kg produs finit
1 kg produs finit………………………………….3,25 g sfoara
1000 kg produs finit…………………………………..x
x = 3250 g = 3,25 kg sfoara.
5) Calculul necesarului de etichete:
1 kg produs finit …………………………………1 buc. eticheta
1000 kg ……………………………………………….x
x = 1000 bucati etichete.
6) Calculul necesarului de apa cu gheata la fabricarea bradtului:
Se adauga in medie de 35 kg apa cu gheata la fabricarea bradtului.
100 kg amestec pentru bradt………………………35 kg apa + gheata
825 kg ……………………………………………………x
x = 288,75 kg apa + gheata.
7) Calculul necesarului de polifosfati:
Consumul de polifosfati maxim este 0,5%.
100 kg amestec pentru bradt………………………0,5 kg polifosfati
825 kg …………………………………………………….x
x = 4,125 kg polifosfati.
8) Calculul necesarului de condimente:
v calculul necesarului de piper:
100 kg Mp……………………………………..0,050 kg piper
825 kg…………………………………………………x
x = 0, 4125 kg piper.
v calculul necesarului de nucsoara:
100 kg Mp……………………………………..0,030 kg nucsoara
825 kg…………………………………………………x
x = 0,2475 kg nucsoara
v calculul necesarului de boia dulce:
100 kg Mp……………………………………..0,050 kg boia dulce
825 kg…………………………………………………x
x = 0,4125 kg boia dulce.
v calculul necesarului de usturoi:
100 kg Mp……………………………………..0,050 kg usturoi
825 kg…………………………………………………x
x = 0,4125 kg usturoi.
Total condimente: 0,4125 + 0,2475 + 0,4125 + 0,4125 = 1,485 kg.
Bilant de materiale pe flux
1. Faza de sarare carne si slanina
SI = slanina cruda;
CI = carne vita I
SI1 = slanina sarata;
CI1 = carne vita sarata;
as = amestec de sarare;
s = sare pentru slanina;
p1 = pierderea normata, p1 = 0,5%.
SI + s = ![]() +
+![]()
SI1 = 251,188 kg slanina sarata.
CI + ![]()
CI1 = 588,978 kg carne vita sarata.
2. Faza de maturare
SI2 = slanina maturata;
CI2 = carne vita I maturata;
p2 = pierderea normata, p2= 0,2%.
SI1= SI2
+ ![]()
SI2 = 250,686 kg slanina maturata.
CI1 = CI2
+ p2![]()
![]()
CI2 = 587,8 kg carne vita I maturata.
3. Faza de tocare la volf
SI3 = slanina tocata;
CI3 = carne vita I tocata;
p3= pierderea normata, p3= 0,2%.
SI2= SI3
+ ![]()
SI3 = 250,185 kg slanina tocata.
CI2 = CI3
+ p2![]()
![]()
CI3 = 586,626 kg carne vita I tocata.
4. Prepararea bradtului
B = bradt;
A = apa + gheata;
P = polifosfati;
C = condimente;
p4 = pierderea normata, p4 = 0,5%.
CI3 + A + P + C + SI3
= B + 
B = 1125,516 kg bradt.
5. Faza de umplere
Calculam greutatea membranei cutisin cu diametrul de 80 mm.
1 m cutisin…………………………………………..0,030 kg
520 m…………………………………………………..x
x = 15,6 kg / 520 m membrana.
Cu = compozitia umpluta;
Gm = greutatea matelor;
p5 = pierderea normata, p5 = 0,5%.
B + Gm = Cu + p5(Gm + B) / 100 T Cu = B + Gm - p5(Gm + B) / 100
Cu = 1125,516 + 15,6 – 0,5(1125,516 + 15,6) / 100
Cu = 1135,411 kg compozitia umpluta.
6. Faza de legare cu sfoara
CL = compozitia legata;
GS = cantitatea de sfoara, GS = 3,25 kg;
p6= pierderea normata, p6 = 0,2%.
Cu + GS = CL + p6 (Cu + GS) / 100 T CL = Cu + Gs – p6(Cu + GS) / 100
CL = 1138,661 + 3,25 – 0,2(1135,411 + 3,25) / 100
CL = 1136,384 kg compozitia legata.
7. Faza de zvantare
CZ = compozitia umpluta si zvantata;
p7= pierderea normata, p7 = 1%.
CL = CZ + p7CL / 100 T CZ = CL – p7CL / 100
CZ = 1136,384– 1(1136,384) / 100
CZ = 1125,021 kg compozitia zvantata.
8. Faza de afumare calda
Ca = compozitia afumata;
p8= pierderea normata, p8 = 5%.
CZ = Ca+ p8CZ / 100 T Ca = Cz– p8CZ / 100
Ca= 1125,021– 5(1125,021) / 100
Ca= 1068,77 kg produs dupa afumare calda.
9. Faza de fierbere
Pf = parizer fiert;
p9= pierderea normata, p9 = 5,451%.
Ca = Pf + p9Ca / 100 T Pf = Ca – p9Ca / 100
Pf = 1068,77 – 5,451(1068,77) / 100
Pf = 1010,512 kg parizer dupa fierbere.
10. Faza de racire
Pr= parizer dupa racire;
p10= pierderea normata, p10 = 1%.
Pf = Pr+ p10Pf / 100 T Pr= Pf – p10Pf/ 100
Pr= 1010,512 – 1(1010,512) / 100
Pr = 1000,4 kg parizer dupa racire.
11. Faza de etichetare
Pe = parizer etichetat;
p11= pierderea normata, p11 = 0,01%.
Pr = Pe+ p11Pr / 100 T Pe= Pr– p11Pr / 100
Pe= 1000,4 – 0,01(1000,4) / 100
Pe = 1000,3 kg parizer etichetat.
12. Faza de depozitare
Pf= parizer – produs finit;
p12= pierderea normata, p12 = 0,03%.
Pe = Pf+ p12Pe / 100 T Pf= Pe– p12Pe/ 100
Pf= 1000,3 – 0,03(1000,3) / 100
Pf = 1000 kg produs finit.
4.3.2 Bilantul de materiale pentru crenursti din carne de vita
200 kg – cantitatea de produs finit
1. Calculul necesarului de materii prime pentru 200 kg produs finit:
consum
specific = ![]() kg
kg
unde:
MP = materii prime
PF = produs finit.
v calculul necesarului de carne de vita I pentru bradt:
100 kg MP………………………………………….70 kg carne vita I
180 kg MP…………………………………………….x
x = 126 kg carne vita I
v calculul necesarului de slanina pentru bradt:
100 kg MP…………………………………………30 kg slanina
180 kg MP……………………………………………x
x = 54 kg slanina
Verificare: 126 + 54 = 180 kg.
2. Calculul necesarului de sare si amestecul de sarare:
v necesarul de sare pentru sararea slaninei:
Consumul specific de sare este de 2%.
100 kg slanina………………………………………..2 kg sare
54 kg slanina…………………………………………x
x = 1,08 kg sare
v necesarul de amestecul de sarare pentru carne:
Consumul specific de sare este de 2,5%.
100 kg carne vita I…………………………………2,5 kg amestec de sarare
126 kg carne vita I…………………………………………..x
x = 3,15 kg amestec de sarare
Reteta amestecului de sarare
Sare 100 kg 99,502 kg
NaNO2 0,5 kg 0,498 kg
Total 100,5 kg 100 kg amestec
Necesarul de sare pentru amestecul de sarare:
3,15![]() kg sare
kg sare
Necesarul de nitrit:
3,15![]() kg nitrit
kg nitrit
Verificare: 3,134 + 0,016 = 3,15 kg amestec de sarare.
3. Calculul necesarului de mate subtiri de oaie.
Consumul de mate subtiri de oaie = 6,5 m / kg prod. finit
1 kg produs finit……………………………. ……6,5m mate
200 kg produs finit………………………………………x
x = 1300m mate subtiri de oaie.
4. Calculul necesarului de etichete:
2 kg produs finit …………………………………1 buc. eticheta
200 kg ……………………………………………….x
x = 100 bucati etichete.
5. Calculul necesarului de apa cu gheata la fabricarea bradtului:
Se adauga in medie de 30 kg apa cu gheata la fabricarea bradtului.
100 kg amestec pentru bradt………………………30 kg apa + gheata
180 kg ……………………………………………………x
x = 54 kg apa + gheata.
6. Calculul necesarului de polifosfati:
Consumul de polifosfati maxim este 0,35%.
100 kg amestec pentru bradt………………………0,35 kg polifosfati
180kg …………………………………………………….x
x = 0,63 kg polifosfati.
7. Calculul necesarului de condimente:
v calculul necesarului de piper:
100 kg Mp……………………………………..0,050 kg piper
180 kg…………………………………………………x
x = 0,09 kg piper.
v calculul necesarului de nucsoara:
100 kg Mp……………………………………..0,030 kg nucsoara
180 kg…………………………………………………x
x = 0,054 kg nucsoara
v calculul necesarului de boia dulce:
100 kg Mp……………………………………..0,050 kg boia dulce
180 kg…………………………………………………x
x = 0,09 kg boia dulce.
v calculul necesarului de usturoi:
100 kg Mp……………………………………..0,050 kg usturoi
180 kg…………………………………………………x
x = 0,09 kg usturoi.
Total condimente: 0,09 + 0,054 + 0,09 + 0,09 = 0,324 kg.
Bilant de materiale pe flux
1. Faza de sarare carne si slanina
SI = slanina cruda;
CI = carne vita I
SI1 = slanina sarata;
CI1 = carne vita sarata;
as = amestec de sarare;
s = sare pentru slanina;
p1 = pierderea normata, p1 = 0,5%.
SI + s = ![]() +
+![]()
SI1 = 54,805 kg slanina sarata.
CI + ![]()
CI1 = 128,504 kg carne vita sarata.
2. Faza de maturare
SI2 = slanina maturata;
CI2 = carne vita I maturata;
p2 = pierderea normata, p2= 0,2%.
SI1= SI2
+ ![]()
SI2 = 54,695 kg slanina maturata.
CI1 = CI2
+ p2![]()
![]()
CI2 = 128,247 kg carne vita I maturata.
3. Faza de tocare la volf
SI3 = slanina tocata;
CI3 = carne vita I tocata;
p3= pierderea normata, p3= 0,2%.
SI2= SI3
+ ![]()
SI3 = 54,586 kg slanina tocata.
CI2 = CI3
+ p2![]()
![]()
CI3 = 127,991 kg carne vita I tocata.
4. Prepararea bradtului
B = bradt;
A = apa + gheata;
P = polifosfati;
C = condimente;
p4 = pierderea normata, p4 = 0,5%.
CI3 + A + P + C + SI3
= B +
B = 236,343 kg bradt.
5. Faza de umplere
Calculam greutatea mate subtiri de oaie..
1 m mat de oaie…………………………………………..0,030 kg
1300 m…………………………………………………..x
x = 39 kg / 1300m mat.
Cu = compozitia umpluta;
Gm = greutatea matelor;
p5 = pierderea normata, p5 = 0,5%.
B + Gm = Cu + p5(Gm + B) / 100 T Cu = B + Gm - p5(Gm + B) / 100
Cu = 236,351 + 39 – 0,5(236,351 + 39) / 100
Cu = 274,00 kg compozitia umpluta.
6. Faza de formare perechi
CP = compozitia umpluta sub forma de perechi;
p6= pierderea normata, p6 = 0,2%.
Cu = CP + p6 (Cu) / 100 T CP = Cu– p6(Cu) / 100
CP = 274,00– 0,2(274) / 100
CP = 273,453 kg compozitia sub forma de perechi.
7. Faza de zvantare
CZ = compozitia umpluta si zvantata;
p7= pierderea normata, p7 = 1%.
CP = CZ + p7CL / 100 T CZ = CP – p7CP / 100
CZ = 273,453– 1(273,453) / 100
CZ = 270,990 kg compozitia zvantata.
8. Faza de afumare calda
Ca = compozitia afumata;
p8= pierderea normata, p8 = 10%.
CZ = Ca+ p8CZ / 100 T Ca = Cz– p8CZ / 100
Ca= 270,990– 10(270,990) / 100
Ca= 243,891 kg produs dupa afumare calda.
9. Faza de fierbere
Pf = cremwursti fierti;
p9= pierderea normata, p9 = 17,123%.
Ca = Pf + p9Ca / 100 T Pf = Ca – p9Ca / 100
Pf = 243,891 – 17,123(243,891) / 100
Pf = 202,130 kg cremwursti dupa fierbere.
10. Faza de racire
Pr= cremwursti dupa racire;
p10= pierderea normata, p10 = 1%.
Pf = Pr+ p10Pf / 100 T Pr= Pf – p10Pf/ 100
Pr= 202,130 – 1(202,130) / 100
Pr = 200,109 kg cremwursti dupa racire.
11. Faza de etichetare
Pe = cremwursti etichetat;
p11= pierderea normata, p11 = 0,01%.
Pr = Pe+ p11Pr / 100 T Pe= Pr– p11Pr / 100
Pe= 200,109 – 0,01(200,109) / 100
Pe = 200,069 kg cremwursti etichetat.
12. Faza de depozitare
Pf= cremwursti – produs finit;
p12= pierderea normata, p12 = 0,03%.
Pe = Pf+ p12Pe / 100 T Pf= Pe– p12Pe/ 100
Pf= 200,069 – 0,03(200,069) / 100
Pf = 200 kg produs finit.
4.3.3 Bilantul de materiale pentru polonezi din carne de vita
400 kg – cantitatea de produs finit
1. Calculul necesarului de materii prime pentru 400 kg produs finit:
consum
specific = ![]() kg
kg
unde:
MP = materii prime
PF = produs finit.
v calculul necesarului de carne de vita II pentru bradt:
100 kg MP………………………………………….78 kg carne vita I
350 kg MP…………………………………………….x
x = 273 kg carne vita II
v calculul necesarului de slanina pentru bradt:
100 kg MP…………………………………………22 kg slanina
350 kg MP……………………………………………x
x = 77 kg slanina
Verificare: 273 + 77 = 350 kg.
2. Calculul necesarului de sare si amestecul de sarare:
v necesarul de sare pentru sararea slaninei:
Consumul specific de sare este de 2%.
100 kg slanina………………………………………..2 kg sare
77kg slanina…………………………………………x
x = 1,54 kg sare
v necesarul de amestecul de sarare pentru carne:
Consumul specific de sare este de 2,5%.
100 kg carne vita II…………………………………2,5 kg amestec de sarare
273 kg carne vita II…………………………………………..x
x = 6,825 kg amestec de sarare
Reteta amestecului de sarare
Sare 100 kg 99,502 kg
NaNO2 0,5 kg 0,498 kg
Total 100,5 kg 100 kg amestec
Necesarul de sare pentru amestecul de sarare:
6,825![]() kg sare
kg sare
Necesarul de nitrit:
6,825![]() kg nitrit
kg nitrit
Verificare: 6,791 + 0,034 = 6,825 kg amestec de sarare.
3. Calculul necesarului de mate de porc cu diametrul de 36 mm
Consumul de mate de porc = 1,6 m / kg prod. finit
1 kg produs finit……………………………. ……1,6 m mate
400 kg produs finit………………………………………x
x = 640 m mate de porc.
4. Calculul necesarului de etichete:
2 kg produs finit …………………………………1 buc. eticheta
400 kg ……………………………………………….x
x = 200 bucati etichete.
5. Calculul necesarului de apa cu gheata la fabricarea bradtului:
Se adauga in medie de 30 kg apa cu gheata la fabricarea bradtului.
100 kg amestec pentru bradt………………………30 kg apa + gheata
350 kg ……………………………………………………x
x = 105 kg apa + gheata.
6. Calculul necesarului de polifosfati:
Consumul de polifosfati maxim este 0,5%.
100 kg amestec pentru bradt………………………0,5 kg polifosfati
350 kg …………………………………………………….x
x = 1,75 kg polifosfati.
7. Calculul necesarului de condimente:
v calculul necesarului de piper:
100 kg Mp……………………………………..0,050 kg piper
350 kg…………………………………………………x
x = 0,175 kg piper.
v calculul necesarului de boia dulce:
100 kg Mp……………………………………..0,050 kg boia dulce
350 kg…………………………………………………x
x = 0,175 kg boia dulce.
v calculul necesarului de usturoi:
100 kg Mp……………………………………..0,100 kg usturoi
350 kg…………………………………………………x
x = 0,35 kg usturoi.
Total condimente: 0,175 + 0,175 + 0,35 = 0,7 kg.
Bilant de materiale pe flux
1. Faza de sarare carne si slanina
SI = slanina cruda;
CI = carne vita II
SI1 = slanina sarata;
CI1 = carne vita sarata;
as = amestec de sarare;
s = sare pentru slanina;
p1 = pierderea normata, p1 = 0,5%.
SI + s = ![]() +
+![]()
SI1 = 78,1473 kg slanina sarata.
CI + ![]()
CI1 = 278,4259 kg carne vita sarata.
2. Faza de maturare
SI2 = slanina maturata;
CI2 = carne vita II maturata;
p2 = pierderea normata, p2= 0,2%.
SI1= SI2
+ ![]()
SI2 = 77,990 kg slanina maturata.
CI1 = CI2
+ p2![]()
![]()
CI2 = 277,87 kg carne vita II maturata.
3. Faza de tocare la volf
SI3 = slanina tocata;
CI3 = carne vita II tocata;
p3= pierderea normata, p3= 0,2%.
SI2= SI3
+ ![]()
SI3 = 77,834 kg slanina tocata.
CI2 = CI3
+ p2![]()
![]()
CI3 = 277,314 kg carne vita I tocata.
4. Prepararea bradtului
B = bradt;
A = apa + gheata;
P = polifosfati;
C = condimente;
p4 = pierderea normata, p4 = 0,5%.
CI3 + A + P + C + SI3
= B +
B = 460,285 kg bradt.
5. Faza de umplere
Calculam greutatea matelor de porc
1 m mat de porc…………………………………………..0,040 kg
640 m……………………………………………………….x
x = 25,6 kg / 640 m mat.
Cu = compozitia umpluta;
Gm = greutatea matelor;
p5 = pierderea normata, p5 = 0,5%.
B + Gm = Cu + p5(Gm + B) / 100 T Cu = B + Gm - p5(Gm + B) / 100
Cu = 460,285 + 25,6 – 0,5(560,285 + 25,6 / 100
Cu = 483,993 kg compozitia umpluta.
6. Faza de formare perechi
CP = compozitia umpluta sub forma de perechi;
p6= pierderea normata, p6 = 0,2%.
Cu = CP + p6 (Cu) / 100 T CP = Cu– p6(Cu) / 100
CP = 483,993– 0,2(483,993) / 100
CP = 483,025 kg compozitia sub forma de perechi.
7. Faza de zvantare
CZ = compozitia umpluta si zvantata;
p7= pierderea normata, p7 = 1%.
CP = CZ + p7CL / 100 T CZ = CP – p7CP / 100
CZ = 483,025– 1(483,025) / 100
CZ = 478,194 kg compozitia zvantata.
8. Faza de afumare calda
Ca = compozitia afumata;
p8= pierderea normata, p8 = 6,08%.
CZ = Ca+ p8CZ / 100 T Ca = Cz– p8CZ / 100
Ca= 478,194– 6,08(478,194) / 100
Ca= 449,113 kg produs dupa afumare calda.
9. Faza de fierbere
Pf = cremwursti fierti;
p9= pierderea normata, p9 = 15%.
Ca = Pf + p9Ca / 100 T Pf = Ca – p9Ca / 100
Pf = 449,113 – 15(449,113) / 100
Pf = 404,202 kg cremwursti dupa fierbere.
10. Faza de racire
Pr= cremwursti dupa racire;
p10= pierderea normata, p10 = 1%.
Pf = Pr+ p10Pf / 100 T Pr= Pf – p10Pf/ 100
Pr= 404,202 – 1(404,202) / 100
Pr = 400,160 kg cremwursti dupa racire.
11. Faza de etichetare
Pe = cremwursti etichetat;
p11= pierderea normata, p11 = 0,01%.
Pr = Pe+ p11Pr / 100 T Pe= Pr– p11Pr / 100
Pe= 400,160 – 0,01(400,160) / 100
Pe = 400,12 kg cremwursti etichetat.
12 Faza de depozitare
Pf= cremwursti – produs finit;
p12= pierderea normata, p12 = 0,03%.
Pe = Pf+ p12Pe / 100 T Pf= Pe– p12Pe/ 100
Pf= 400,12 – 0,03(400,12) / 100
Pf = 400 kg produs finit.
CAP. VII. BILANTUL TERMIC
6.1Calculul necesarului de frig pentru depozitarea materiei prime si produselor finite
6. 1. 1Calculul necesarului de frig pentru depozitarea materiei prime
|
|
Calculul suprafetelor camerelor de depozitare (frigorifere) pentru materia prima:
S = ![]() (m2) [ 1 ]
(m2) [ 1 ]
unde:
S = suprafata necesara (m2);
G = rulaj lunar de produse (kg);
z = durata de depozitare a materiei prime, (zile);
n = numarul de zile lucratoare pe luna;
g = sarcina utila pe metru patrat suprafata, (kg);
b = coeficient de majorare a suprafetei depozitului pentru coridoarele de trecere si distantele de la pereti si de la bateriile de sarare.
Calculul suprafetei de depozitare se face tinand cont de cantitatea de materie prima necesara unei zile de productie:
v carne vita (calitatea I + calitatea a II-a) = 273 + 577,5 + 126 = 976,5 kg;
v slanina industriala = 77 + 247,5 + 54 = 378,5 kg.
Precizam ca materia prima se depoziteaza pe o durata de maxim 3 zile, la o temperatura de 2 C si umiditatea aerului de 80%.
a) Calculul suprafetei depozitului pentru carne de vita:
S1 = ![]() (m2)
(m2)
unde:
G1 = 976,5 x 22 = 21483 kg / luna;
z = 3 zile;
n = 22 zile;
g = 125 kg / m²;
b = 1,5.
Valoarea lui g a fost luata din tabelul 1 pagina 19, N.S. Komarov, 1954. Valoarea lui b a fost luata din N.S. Komarov, 1954.
S1 = ![]() m², consideram 40
m².
m², consideram 40
m².
b) Calculul suprafetei depozitului pentru slanina:
S2= ![]() (m2)
(m2)
unde:
G2 = 378,5 x 22 = 8327 kg / luna
S2 = ![]() m², consideram 20
m².
m², consideram 20
m².
Calculul necesarului de fric se executa pentru determinarea cantitatii de caldura care trebuie eliminata in decursul unei zile prin functionarea instalatiei frigorifice pentru asigurarea unor anumite temperaturi in camerele frigoriferului.
Suma cantitatilor de caldura intrate alcatuieste consumul total zilnic de frig pentru frigoriferul respectiv, conform formulei:
a Q = aQ1 + aQ2 + aQ3 + aQ4 [ 2 ]
Se masoara in kcal / 24 ore
in care:
Q1 = consumul de frig prin suprafetele exterioare ale fiecarei camere;
Q2 = consumul de frig pentru racirea suplimentara a materiei prime in cazul in care acestea intra cu o temperatura mai ridicata decat cea din camera;
Q3 = consumul de frig provocat de ventilatia camerei;
Q4 = consumul de frig provacat de deschiderea usilor, iluminarea camerelor si de stationare a oamenilor.
a) aQ1 = aS x k x (t – tk) x 24, [ kcal / 24 ore]
unde:
S = suprafata peretilor, pardoselii si a tavanului pentru fiecare camera, care se determina in raport cu dimensiunile interioare inainte de izolarea lor, [m² ];
k = coeficient de transmitere a caldurii pentru suprafetele peretilor, pardoselii si tavanul fiecarei camere;
t = temperatura de la exteriorul suprafetei care transmite caldura, egala cu temperatura aerului exterior sau a incaperilor vecine, [ C];
tk = temperatura aerului uscat, tk = 2 C [ C].
Valoarea lui k a fost luata din N.S. Komarov, 1954, k = 0,3 0,6 kcal /m² h C.
![]() Tavan
Tavan
![]()
![]()

![]()

![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Perete (3)
![]()
![]()
![]()
![]() Perete (4) Perete (2)
Perete (4) Perete (2)
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() h l Perete (1)
h l Perete (1)
![]() L
L
Pardoseala
Caracteristicile camerelor frigorifere rezulta din tabelul urmator:
|
Denumirea camerei |
Temp. aer ( C) |
Umid. (%) |
Dimens. camerelor (m) |
Supraf. cam.(m²) |
||
|
L |
l |
h |
||||
|
Depozit carne de vita |
2 |
80 |
8 |
5 |
7 |
40 |
|
Depozit slanina |
2 |
80 |
5 |
4 |
7 |
20 |
|
Total |
|
|
|
|
|
60 |
Coeficientii de transmitere a caldurii pentru elementele izolatiei sunt dati in tabelul urmator:
|
Pereti |
Coef. de transmitere a cald. (kcal /m² h C) |
|
Pardoseala |
0,6 |
|
Pereti ext. orientati spre nord |
0,5 |
|
Pereti ext. orientati spre vest |
0,4 |
|
Pereti int. |
0,6 |
|
Tavan |
0,3 |
Pierderea de frig prin suprafetele peretilor exteriori ai camerelor este data in tabelele urmatoare:
Pentru depozit carne vita:
|
Tipul suprafetelor delimitate |
S (m²) |
k (kcal / m²) |
t – tk ( C) |
Q (kcal / 24 h) |
|
Pardoseala |
40 |
0,6 |
12 |
6912 |
|
Perete 1 |
56 |
0,5 |
24 |
16128 |
|
Perete 2 |
35 |
0,4 |
26 |
8736 |
|
Perete 3 |
56 |
0,6 |
16 |
12902,4 |
|
Perete 4 |
35 |
0,6 |
0 |
0 |
|
Tavan |
40 |
0,3 |
33 |
9504 |
|
Total |
|
|
|
54182,4 |
Pentru depozit slanina:
|
Tipul suprafetelor delimitate |
S (m²) |
k (kcal / m²) |
t – tk ( C) |
Q (kcal / 24 h) |
|
Pardoseala |
20 |
0,6 |
12 |
34,56 |
|
Perete 1 |
28 |
0,5 |
24 |
8064 |
|
Perete 2 |
35 |
0,6 |
0 |
0 |
|
Perete 3 |
28 |
0,6 |
16 |
654,2 |
|
Perete 4 |
35 |
0,6 |
16 |
8064 |
|
Tavan |
20 |
0,3 |
33 |
4754 |
|
Total |
|
|
|
30789,2 |
Temperaturile luate in calcul in tabelele de mai sus, in C, sunt urmatoarele:
v temperatura aerului exterior – la nivelul tavanului = 35 C;
v pentru peretii orientati spre nord = 26 C;
v pentru peretii orientati spre vest = 28 C;
v temperatura aerului din incaperile vecine – culuare = 18 C;
v temperatura solului de sub pardoseala = 14 C;
aQ1 = 54182,4 +30789,2 = 84971,6 kcal / 24 h.
b) aQ2 = a(G x c + Gc x cc)(t1 – t2) [ kcal / 24 ore]
unde:
G = greutatea materiei prime intrate la refrigerare in decursul unei zile, [ kg / 24 ore];
Gc = greutatea cimberelor in care se afla materiile prime, [ kg / 24 ore];
c = caldura specifica a materiei prime, [ kcal / kg C];
cc = caldura specifica a materialului din care s-au confectionat cimberele, [ kcal / kg C];
t1 = temperatura initiala a materiei prime si a cimberelor la intrarea in camera de refrigerare, [ C];
t2 = temperatura finala a materiei prime si a cimberelor dupa refrigerare, [ C].
Valorile caldurii specifice cc si c, au fost luate din tabele 19, pagina 101 din N.S. Komarov, 1954.
Consumul de frig pentru refrigerarea materiei prime este dat in tabelul urmator:
|
Felul materiei prime |
G |
Gc |
c |
cc |
t1 |
t2 |
Q |
|
(kg/24 h) |
(kg/24 h) |
(kcal/kg C) |
(kcal/kg C) |
C) |
C) |
(kcal/24 h) |
|
|
Carne vita |
976,5 |
1000 |
0,82 |
0,1 |
12 |
2 |
9007,3 |
|
Slanina |
378,5 |
400 |
0,55 |
0,1 |
12 |
2 |
2481,7 |
|
Total |
|
|
|
|
|
|
11489 |
aQ2 = 9007,3 + 2481,7 = 11489 kcal / 24 h
c) aQ3 = aa x V x gk x (i – ik) [ kcal / 24 h]
unde:
a = numarul de schimburi de aer pe zi;
V = volumul camerei [ m3];
gk = greutatea specifica a aerului umed la temperatura camerei, [ kg / m3];
i = entalpia aerului exterior la temperatura de calcul si la umiditatea respectiva, [ kcal / kg];
ik = entalpia aerului camerei la temperatura si umiditatea data, [ kcal / kg];
a = 2 (pagina 230, N.S. Komarov, 1954).
Entalpia aerului umed pentru temperaturi cuprinse – 30 C si + 50 C se calculeaza cu formula:
i = 0,24 + x(595 + 0,46t) [ kcal / kg]
unde:
0,24 = caldura specifica a aerului uscat, [ kcal / kg C];
x = greutatea vaporilor de apa dintr-un kg de aer uscat, [ kg / kg];
t = temperatura aerului umed, [ C];
595 = caldura de vaporizare a apei, [ kcal / kg];
0,46 = caldura specifica a vaporilor de apa, [ kcal / kg C].
Aceasi formula de calcul se aplica si pentru ik.
Valorile lui x in functie de temperatura se iau din tabele numarul 22, pagina 205 din N.S. Komarov 1954.
v pentru temperatura de 30 C, valoarea lui x este 0,0272 kg / kg;
v pentru temperatura de 2 C, valoarea lui x este 0,0043 kg / kg;
Deci i= 0,24 + 0,0272(595 + 0,046x30) = 16,79 kcal / kg;
ik = 0,24 + 0,0043(595 + 0,46x2) = 2,80 kcal / kg.
Pierderea de frig pentru ventilatia camerelor este de data in tabelul urmator:
|
Camera |
a |
V |
gk |
i- ik |
Q |
|
|
(m3) |
(kg / m2) |
(kcal / kg) |
(kcal / 24 h) |
|
|
Depozit carne vita |
2 |
280 |
1,28 |
13,99 |
10028,032 |
|
Depozit slanina |
2 |
140 |
1,28 |
13,99 |
5014,016 |
|
Total |
|
|
|
|
15042,048 |
Valoarea lui gk a fost luata din tabela 22, pagina 105, N.S. Komarov, 1954.
aQ3 = 10028,032 + 5014,016 = 15042,048 kcal / 24 h
d) Din cauza imposibilitatii de a tine seama precis de pierderile de frig mentionate in calculele termice, pentru frigoriferele mici, conform datelor practice, aceste pierderi de frig se iau 30 % din pierderea de frig datorita transmiterii caldurii. In felul acesta rezulta:
aQ4 = 0,3 x aQ1 [ kcal / 24 h]
aQ4 = 0,3 x 84971,6 = 25491,48 [ kcal / 24 h]
Consumul total de frig este dat in tabelul urmator:
|
Denumirea camerei |
Consumul de frig [ kcal / 24 h] |
||||
|
Q1 |
Q2 |
Q3 |
Q4 |
Q |
|
|
Depozit carne vita |
54182,4 |
9007,3 |
10028,032 |
16254,72 |
89472,45 |
|
Depozit slanina |
30789,2 |
2481,7 |
5014,016 |
9236,76 |
47521,67 |
|
Total |
84971,6 |
11489,0 |
15042,048 |
25491,48 |
136994,12 |
Daca necesarul de frig zilnic este de 136994,12 [ kcal / 24 h], rezulta ca necesarul de frig pentru 1 ora este de:
136994,12 / 24 = 5708 [ kcal / h]
Tinand seama de faptul ca o baterie de racire dezvolta un frig de circa 3000 [ kcal / h], rezulta ca vom avea nevoie de 2 baterii, cate una in fiecare depozit de materii prime.
5708 / 3000 = 1,9 2 baterii
6.1.2. Calculul necesarului de frig pentru depozitarea produselor finite
Calculul suprafetelor camerelor de depozitare (frigorifere) pentru produse finite se face cu relatia [1] de la sub capitolul anterior:
S = ![]() (m2)
(m2)
unde:
S = suprafata necesara (m2); G = rulaj lunar de produse (kg); z = durata de depozitare a materiei prime, (zile); n = numarul de zile lucratoare pe luna; g = sarcina utila pe metru patrat suprafata, (kg); b = coeficient de majorare a suprafetei depozitului pentru coridoarele de trecere si distantele de la pereti si de la bateriile de sarare.
Calculul suprafetei de depozitare se face tinand cont de cantitatile de produse finite realizate in 8 ore de productie. Acestea fiind:
v polonezi din carne de vita 400 kg;
v cremwursti din carne de vita 200 kg;
v parizer din carne de vita 1000 kg.
Se precizeaza ca produsele finite se depoziteaza 24 h (maxim 72 h), la temperatura de 2 C si umiditatea 80 %.
Pentru a calcula S precizam:
G = 1600 x 22 = 35200 kg / luna;
z = 3 zile;
n = 22 zile;
g = 100 kg / m²;
b = 1,3.
S = ![]() = 62,4 m²
= 62,4 m²
Consideram: S = 100 m² unde: L = 20 m, l = 5 m si h = 7m
Pentru calculul consumului total zilnic de frig aplicam formula [2] de la subcapitolul anterior:
a Q = aQ1 + aQ2 + aQ3 + aQ4 [kcal / 24 h] [ 2 ]
unde:
Q1 = consumul de frig prin suprafetele exterioare ale fiecarei camere;
Q2 = consumul de frig pentru racirea suplimentara a materiei prime in cazul in care acestea intra cu o temperatura mai ridicata decat cea din camera; Q3 = consumul de frig provocat de ventilatia camerei; Q4=consumul de frig provacat de deschiderea usilor, iluminarea camerelor si de stationare a oamenilor.
a) aQ1 = aS x k x (t – tk) x 24, [ kcal / 24 h]
unde:
S = suprafata peretilor, pardoselii si a tavanului pentru fiecare camera, care se determina in raport cu dimensiunile interioare inainte de izolarea lor [m²]; k = coeficient de transmitere a caldurii pentru suprafetele peretilor, pardoselii si tavanul fiecarei camere; t = temperatura de la exteriorul suprafetei care transmite caldura, egala cu temperatura aerului exterior sau a incaperilor vecine [ C]; tk = temperatura aerului uscat, tk = 2 C [ C].
Valoarea lui k a fost luata din N.S. Komarov, 1954, k = 0,3 0,6 kcal /m² h C.
![]() Tavan
Tavan
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Perete (3)
![]()
![]()
![]()
![]() Perete (4) Perete (2)
Perete (4) Perete (2)
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() h l Perete (1)
h l Perete (1)
![]() L
L
Pardoseala
Coeficientii de transmitere a caldurii pentru elementele izolatiei sunt dati in tabelul urmator:
|
Peretele |
Coef. de transmitere a caldurii [kcal / m² h C] |
|
Pardoseala |
0,6 |
|
Peretele (1) |
0,6 |
|
Peretele (2) |
0,6 |
|
Peretele (3) |
0,6 |
|
Peretele (4) |
0,6 |
|
Tavan |
0,3 |
Pierderea de frig prin suprafetele peretilor exteriori este data in tabelul de mai jos:
|
Tipul suprafetei delimitate |
S |
k |
t - tk |
Q |
|
[m²] |
[kcal / m² h C] |
C] |
[kcal / 24 h] |
|
|
Pardoseala |
100 |
0,6 |
12 |
17280 |
|
Peretele (1) |
140 |
0,6 |
16 |
32256 |
|
Peretele (2) |
35 |
0,6 |
16 |
8056 |
|
Peretele (3) |
140 |
0,6 |
16 |
32256 |
|
Peretele (4) |
35 |
0,6 |
16 |
8056 |
|
Tavan |
100 |
0,3 |
33 |
23760 |
|
Total |
|
|
|
121680 |
Temperaturile luate in calcul in tabelul de mai sus sunt urmatoarele:
v temperatura aerului exterior la nivelul tavanului, t = 35 C;
v temperatura aerului din incaperile vecine, t = 18 C;
v temperatura solului de sub pardoseala, t = 14 C;
v tk = 2 C
aQ1 = 121680 kcal / 24 h
b) Q2 = (G x c + G1 x c1) x (t1 – t2) [kcal / 24 h]
unde:
G = greutatea produselor finite intrate la depozitare in decursul unei zile [kg / 24 h];
c = caldura specifica a produselor finite [kcal / kg C];
t1 = temperatura initiala a produselor finite si a ambalajelor la intrarea in camera [ C];
t2 = temperatura finasa a produselor finite si a ambalajelor dupa refrigerare [ C].
Consideram ca produsele finite se depoziteaza pe rastele, deci c1 este neglijabil, deoarece suprafetele de contact dintre produsele finite si rastele este mica, relatia de mai sus va deveni:
Q2 = G x c x (t1 – t2) [kcal / 24 h]
unde:
G = 1600 kg
c = 0,80 kcal / kg C (pag. 229, N.S. Komarov, 1954)
t1 = 15 C
t2 = 2 C
Q2 = 1600 x 0,8 x (15 – 2) = 16640 kcal / 24 h
c) Q3 = a x V x gk x (i – ik) kcal / 24 h
unde:
a = numarul de schimburi de aer pe zi;
V = volumul camerei [ m3];
gk = greutatea specifica a aerului umed la temperatura camerei, [ kg / m3];
i = entalpia aerului exterior la temperatura de calcul si la umiditatea respectiva, [ kcal / kg];
ik = entalpia aerului camerei la temperatura si umiditatea data, [ kcal / kg];
a = 2 (pagina 230, N.S. Komarov, 1954).
V = 700 m3
gk = 1,28 kg / m3
i = 16,79 kcal / kg
ik = 2,8 kcal / kg
Q3 = 2 x 700 x 1,28 x (16,79 – 2,8) = 25070,08 kcal / 24 h.
d) aQ4 = 0,3 x aQ1 [kcal / 24 h]
Q4 = 0,3 x 121680 = 36504 [kcal / 24 h]
Deci: aQ = 121680 + 16640 + 25070,08 + 36504
aQ = 199894,08 [kcal / 24 h]
Daca necesarul de frig zilnic este de 199894,08 [ kcal / 24 h], rezulta ca necesarul de frig pentru 1 ora este de:
199894,08 / 24 = 8329 [ kcal / h]
Tinand seama de faptul ca o baterie de racire dezvolta un frig de circa 3000 [ kcal / h], rezulta ca vom avea nevoie de 2 baterii, cate una in fiecare depozit de materii prime.
8329 / 3000 = 2,7 3 baterii
6. 3 Calculul termic al celulei de fierbere – afumare INFA – 10
6.3.1 Incalzirea celulei
Incalzirea celulei presupune incalzirea peretilor celulei, confectionati din tabla inox de grosime 3 mm. Peretii celulei sunt izolati cu un strat de vata de sticla de 70 mm grosime. In exterior peretii celulei sunt confectionati tot din tabla inox cu grosimea de 3 mm.
Incalzirea celulei se realizaeza prin recircularea aerului umed incalzit in bateria de incalzire a instalatiei ce functioneaza ca agent termic aburi saturati cu presiunea de 4 barri.
In timpul acestei operatii si in urmatoarele are loc si o pierdere de caldura in exterior de care se va tine seama.
In calcule consideram ca peretele cu usa, pardoseala si tavanul sunt aproximati ca fiind pereti.
Ecuatia de bilant termic pentru aceasta etapa va fi:
Qcedat = Qprimit + Qpierdut [kJ]
Notez:
Qcedat = Qc
Qprimit = Qp
Qpierdut = Qt.
1. Qc1 = L x (h2 – h1) x t1 [kJ]
Qc1 = caldura cedata de aerul recirculat in celula cu t = 80 C. Debitul este de 5000 m3 / ora;
L = debitul de aer vehiculat, [m3 / h];
h2 = entalpia corespunzatoare intrarii, [kJ / kg];
h1 = entalpia corespunzatoare iasirii, [kJ / kg];
t1 = durata aproximativa a incalzirii celulei;
L = 5000 [m3 / h];
t1 = 20 [minute].
2. Qp1 = M x cotel x (tf – ti) [kJ];
Qp1 = caldura primita de peratii celulei in timpul t1 pentru a se incalzii de la 20 C (temperatura initiala) la 75 C (temperatura finala) [kJ];
M = masa peretilor celulei, [kg];
cotel = caldura specifica a otelului, [kJ / kg K] cOl = 0,477 [kJ / kg K].
3. Qt1 = k x F x Δt x t [kJ].
Qt1 = caldura pierduta prin peretii celulei in exterior, considerand text = 20 C, [kJ];
k = coeficient global de transmisie a caldurii;
F = suprafata celor “sase” pereti, [m²];
k =  [J
/ m² s K].
[J
/ m² s K].
|
|
a [J / m² s K] |
λ [kcal / m] |
g [m] |
|
Inox |
34,72 |
0,04 |
g0 = 3 x 10-3 |
|
Izolatie |
16,27 |
14 |
g = 70 x 10-3 |
a = coeficient partial de transmisie caldura;
λ = coeficient de conductivitate termica.
Avand datele: debitul de aer si transpunand temperatura de intrare a aerului in celula si stiind ca aerul este recirculat in totalitate, ramane ca ecuatiile de bilanturi anterioare sa-l stabileasca pe D (consumul de de abur).
2. Qp1 = M x cOl x (tf – ti)
L = 3,77 m;
l = 2,24 m;
h = 3,243 m;
tf = 75 C;
ti = 20 C;
cOL = 0,477 kJ / kg K;
jOL = 7900 kg / m3.
M = jOL x V = jOL x 2 x g x (Lh + lh + Ll) = 1323 kg.
Qp1 = 1323 x 0,477 x (75 – 20) = 34709 kJ.
3. Qt1 = k x F x Δt x t
k = [J
/ m² s K]
k = 
k = 0,543 J / m² s K.
F = 2 x (Lh + lh + Ll) = 55,84 m².
Δt = 80 – 20 = 60 C.
t = 20 min. = 1200 s.
Qt1 = 0,543 x 55,84 x 60 x 1200 = 2183 kJ.
1. Qc1 = Qp1 + Qt1 [kJ];
L x t x (h2 – h1) = Qp1 + Qt1
Considerand aerul atmosferic cu temperatura de 20 C si umiditatea 75%, prin incalzire la 80 C rezulta un volum specific de 1,03 m3 / kg si h2 = 110 kJ / kg deci debitul este Lm = 4854 kg / h. (Pavlov, 1981).
h1 = ![]() kJ / kg
kJ / kg
Tinand cont de faptul ca avem o racire a aerului umed la X = constant, rezulta temperatura aerului la iesirea din celula ca fiind egala cu 64 C.
Neglijand perioada de incalzire de la 20 C la 80 C si luand in consideratie numai incalzirea de la 64 C la 80 C (deoarece aerul este recirculat in totalitate in aceasta etapa) in bateria de incalzire – neglijand pierderile – vom avea:
Qcedat de catre abur = Qprimit de catre aer
Qcedat de catre abur = L x t x (h2 – h1) = 4854 x 0,33 x (110 – 87) = 36846 kJ.
Qprimit de catre aer = D x (hII – hI) x t
unde:
lv = hII – hI; lv = caldura latenta de vaporizare pentru abur saturat cu presiunea de 4 barr; lv = 2133 kJ/kg; D = consumul de abur, [kg / h].
D = ![]() = 52 kg / h
= 52 kg / h
Calculul a fost facut pentru o singura celula de fierbere – afumare, iar in cazul nostru se utilizeaza 3 celule, deci:
D1 = 3 x 52 = 156 kg / h
6.2.2 Zvantarea produselor
Durata zvantarii este de 30 minute.
Pentru aceasta etapa se va consuma caldura pentru:
v incalzirea rastelelor la 75 C;
v incalzirea produsului, considerand o temperatura medie a acestuia de circa 60 C (deoarece chiar daca in exterior se atinge 75 C, in interior temperatura va fi ceva mai mica datorita timpului mai mare de incalzire;
v evaporarea la temperatura medie de 60 C a unei parti din apa de suprafata a produsului;
v pentru suplinirea pierderilor de caldura in exterior.
Ecuatia de bilant termic va fi:
Qc2 = Qp2 rastel + Qp2 produs + Qt2 [kJ]
1. Incalzirea rastelelor
Pentru calcul facem urmatoarele aproximatii:
v masa unui carucior = 50 kg = Mrastel;
v caruciorul este confectionat din fier cu cfier = 0,45 kJ / kg K
Qp2 rastel = Mrastel x cfier x (tf – t1) = 50 x 0,45 (75 – 20) = 1238 kJ
Deoarece intr-o celula intra 2 rastele vom avea:
Qp2 rastel = 2 x 1238 = 2476 kJ
2. Incalzirea produsului
Neglijam topirea grasimii. Se va face separat pentru fiecare tip de sortiment.
Ecuatia de bilant termic va fi:
Qprimit produs = M x (cf x tf – ci x ti) + W x lv60 [kJ].
unde:
W = cantitatea de apa evaporata (calculata in functie de pierderea la zvantare), [kg];
lv60 = caldura latenta de vaporizare a apei la 60 C;
lv60 = 2358 [kJ / kg]; [Pavlov, 1981].
Facem urmatoarea aproximatie:
cprodus – la 20 C = 3,25 kJ / kg x K;
la 60 C = 2,756 kJ / kg x K.
Pentru produsul parizer:
In fiecare celula va intra o cantitate de 568 kg.
WP = 568 x 0,01 = 5,7 kg
Qp2P = 568 x (2,756 x 60 – 3,25 x 20) + 5,7 x 2358 =70445 kJ.
Deoarece avem doua celule de fierbere – afumare, rezulta:
70445 x 2 = 140890 kJ.
Pentru produsul cremwursti:
In fiecare celula va intra o cantitate de 684 kg.
WC = 0,01 x 684 = 6,84 = 7 kg.
Qp2C = 684 x (2,756 x60 – 3,25 x 20) + 7 x 2358 = 85152 kJ.
Pentru produsul polonezi:
In fiecare celula va intra o cantitate de 625 kg.
WP = 0,01 x 625 = 6,3 6,5 kg.
Qp2P = 625 x (2,756 x 60 – 3,25 x 20) + 6,5 x 2358 = 78052 kJ.
3. Pentru suplinirea pierderilor de caldura consideram aceleasi date in ceea ce priveste k, F, iar t va fi:
Δt = 75 – 20 = 55 C.
t = 30 min. = 1800 s.
Qt2 = 0,543 x 55,84 x 55 x 1800 = 3002 kJ.
4. Deci, necesarul de calduri este:
Qc2 = Qp2rastel + Qp2produs + Qt2 [kJ]
Pentru produsul parizer:
Qc2P = 1238 + 70445 + 3002 = 74685 [kJ];
Pentru produsul cremwursti:
Qc2C = 1238 + 85152 + 3002 = 89392 [kJ];
Pentru produsul polonezi:
Qc2P = 1238 + 78052 + 3002 = 82292 [kJ].
Qc2 = L x t 2 x Δh T hc = ![]() [kJ / kg]; - entalpia
– cremwursti;
[kJ / kg]; - entalpia
– cremwursti;
hP =![]() [kJ / kg]; - entalpia – parizer;
[kJ / kg]; - entalpia – parizer;
hP =  [kJ / kg]; - entalpia
– polonezi;
[kJ / kg]; - entalpia
– polonezi;
Considerand pentru amestecul de aer entalpiile hC = 108 kJ / kg si hM = 61 kJ / kg (luate din Pavlov, 1981), rezulta ca D2 (debitul de aer) va fi:
D2 x lv = L x (hC – hM) T D2 = 4854 x (108 – 61) / 2133 = 107 kg /h.
6.2.3 Afumarea calda a produselor
Durata afumarii calde este de 30 min. Consideram temperatura de afumare 75 C.
Consumul de caldura este necesar pentru a acoperi pierderile de caldura prin pereti si pentru evaporarea apei.
Qcedat = Qprimit + Qpierdut [kJ].
1 QP3 = W3 + lv65
Pierderile la afumarea calda sunt de 5% pentru toate sortimentele.
lv65 = 2345 [kJ / kg];
Pentru produsul parizer:
W3P = 563 x 0,05 = 28,15 kg = 28 kg;
Qp3P = 2345 x 28 = 65660 kg.
Pentru produsul cremwursti:
W3C = 677 x 0,05 = 33,85 = 34 kg;
Qp3C = 2345 x 34 = 79730 kg.
Pentru produsul polonezi:
W3P = 580 x 0,05 = 29 kg;
Qp3P = 2345 x 29 = 68005 kg.
2. Qc3 = Qp3 + Qt3 [kJ]
v 30 min. = 1800 s
v Qt3 = k x F x Δt x t = 0,543 x 55,84 x 55 x 1800 = 3002 kJ.
v parizer: Qc3P = 65660 + 3002 = 68662 [kJ];
v cremwursti: Qc3C = 79730 + 3002 = 82732 [kJ];
v polonezi: Qc3P = 68005 + 3002 = 71007 [kJ].
Caracteristicile fumului sunt:
t = 80 C;
fc = 15%;
j = 45 g / kg;
hc = 200 kJ / kg.
Aerul proaspat are caracteristicile:
f = 75%;
t = 20 C.
Amestecul trebuie sa intre la o temperatura de 80 C si sa iasa la o temperatura de aproximativ 75 C.
Avand debitul amestecului:
L x Δh x t = Qcedat T h3c = 82732 / 4854 x 0,5 = 34 kJ / kg, - entalpia – cremwursti; h3P = 68662 / 4854 x 0,5 = 28 kJ / kg, - entalpia – parizer;
h3P = 71007 / 4854 x 0,5 = 29 kJ / kg, - entalpia – polonezi.
Consideram:
v fum 1%;
v aer recirculat 90%;
v aer proaspat 9%.
D3 x lv = L x Δh3
v D3P = 4854 x 28 / 2133 = 68 kg / h, - parizer;
v D3C = 4854 x 34 / 2133 = 77 kg / h, - cremwursti;
v D3P = 4854 x 29 / 2133 = 66 kg / h, - polonezi.
6.2.4 Fierberea produselor
Durata fierberii este de 20 min. pentru cremwursti si polonezi, iar pentru parizer 3,5 ore.
Temperatura in celule este de 72 - 75 C.
Pierderea de apa pentru:
v cremwursti este SC = 17%;
v parizer este SP = 5,5%;
v polonezi este Sp = 11%.
Consumul de caldura este necesar pentru:
v acoperirea pierderilor de caldura;
v evaporarea apei.
1. Qpierdut T Qt4c = 0,543 x 55,84 x 55 x 1200 = 2001 kJ.
Qt4P = 0,543 x 55,84 x 55 x 1200 = 2001 kJ.
Qt4P = 0,543 x 55,84 x 55 x 5400 = 9005 kJ.
2. Qp4 = W x lv69 [kJ].
unde:
lv69 = 2336 kJ / kg K.
Pnetru produsul parizer:
W4P = 0,05 x 535 = 27 kg.
Qp4P = 2336 x 27 = 63072 kJ.
Pentru produsul cremwursti:
W4C = 0,17 x 610 = 104 kg.
Qp4C = 2336 x 104 = 242944 kJ.
Pentru produsul polonezi:
W4P = 0,11 x 573 = 63 kg.
Qp4P = 2336 x 63 = 147168 kJ.
3. Qcedat = Qc4 = L x Δh x t [kJ].
v h4P = 63072 / 4854 x 3,5 = 4 kJ / kg;
v h4C = 242944 / 4854 x 0,33 = 152 kJ / kg;
v h4P = 147168 / 4854 x 0,33 = 92 kJ / Kg.
6.2.5 Racirea produselor
Durata racirii este de 20 min.
Ca agent de racire se utilizeaza apa. Se face o racire:
v a celulei + carucioare + rastele de la 75 C la 15 C;
v a produselor – de la 75 C la 15 C.
Ecuatia de bilant termic va fi:
Qprimit = Qcedat
Qprimit = Dapa x capa x (38 – 10) x t. [kJ].
Qcedat = Q1 + Q2 + Q3 [kJ].
Q1 = Mcelula x ccelula x Δt = 1323 x 0,477 x 60 = 37864 kJ.
Q2 = Mcarut x ccarut x Δt = 50 x 0,45 x 60 = 1350 kJ.
Q3 = Mprodus x cprodus x Δt
v Q3P = 1000 x 2,8 x 60 = 168000 kJ, - parizer;
v Q3C = 200 x 2,8 x 60 = 33600 kJ, - cremwursti;
v Q3P = 400 x 2,8 x 60 = 67200 kJ, - polonezi.
Qc5P = 37864 + 1350 + 168000 = 207214 kJ.
Qc5C = 37864 + 1350 + 33600 = 72814 kJ.
Qc5P = 37864 + 1350 + 67200 = 106414 kJ.
CAPItolul VII. Utilaje tehnologice
7.1. Lista utilajelor tehnologice cu montaj
Utilajele folosite in procesul de fabricatie al produselor tip prospaturi (parizer, cremwursti, polonezi) sunt urmatoarele:
v masina de tocat “Matoca – 160”;
v masina universala de maruntit fin “Matocut – 200”;
v masina de malaxat “Macavid – 325”;
v masina de umplut continuu “Contivac – 250”;
v celula de fierbere – afumare “Infa – 10”.
Masina de tocat Matoca – 160. Masina are urmatoarele caracteristici tehnice:
v productivitate: 3000 – 4000 kg / h;
v diametrul sitelor: 160 mm;
v puterea motorului electric: 10 / 13 kW;
v turatia motorului electric: 1500 / 3000 rot. / min;
v turatia snecului de lucru: 200 / 400 rot / min;
v turatia snecului de alimentare: 60 / 120 rot. / min;
v dimensiuni de gabarit (Lx / xh) = 1250 x 680 x 1210 mm;
v masa neta: 790 kg.
Schema cinematica a masinii Matoca – 160 este aratata in anexa 4 din care se poate observa ca axul motorului electric 2 se cupleaza direct cu axul a al reductorului 3 pe care se afla roata cu dinti inclinati b ce angreneaza alta roata cu dinti inclinati c aflata pe axul d. Tot pe axul d se gaseste roata cu dinti inclinati e care antreneaza roata cu dinti inclinati f, de pe axul g. Roata cu dinti inclinati f pune in miscare axul g care angreneaza, la randul sau, snecul de presare h. Snecul de alimentare I care lucreaza coaxial cu snecul de lucru este pus in miscare prin intermediul rotilor de lant j si k aflate in interiorul reductorului si prin rotile de lant l si m aflate in afara reductorului, din care roata de lant l este solidara cu axul n si la care se ataseaza, prin pana, snecul de alimentare l. Snecul de lucru h se cupleaza cu axul principal g prin cuplaj fix cu pana paralela.
Matocut – 200 Masina are urmatoarele caracteristici tehnice:
v capacitatea cuvei: 200 l;
v numarul cutitelor: 3; 5; 8 bucati;
v capacitatea utila 160 l;
v putere instalata: 94,7 kW;
v turatia cuvei: 7 / 14 rot. / min;
v turatia cutitelor 1495 / 2495 rot. / min.;
v turatia discului de golire: 62 rot. / min;
v dimensiuni de gabarit (L x l x h): 3500 x 2770 x 1900 mm;
v masa neta 2910 kg;
v dispozitiv de incarcare – cu carucior paletizabil de 200 l;
v grad de vidare: 80%;
v timp de atingere: a gradului de vidare: 1 min.;
v sensul de rotatie al cuvei: anterior;
v sensul de rotatie al cutitelor (privind dinspre dispozitivul de golire) – orar.
Schema cinematica a cuterului “Matocut – 200” este prezentata in anexa 5.
Pentru o buna functionare a cuterului, cutitele se ascut de 2 – 3 ori pe zi cu ajutorul masatului si o data pe saptamana in atelierul mecanic. Ascutirea se face numai pe partea inclinata si apoi se controleaza masa cutitelor, diferenta dintre cel mai greu si cel mai usor trebuie sa fie < 2g. In timpul ascutirii in atelier, temperatura cutitelor nu va depasi 180 C in nici un punct, in caz contrar putandu-se forma fisuri care duc la ruperea cutitelor. Atingerea acestei temperaturi se recunoaste dupa coloratia galben – caramiziu spre albastru a otelului. In timpul ascutirii, cutitul se raceste cu apa. Pentru o buna taiere a materialului distanta dintre cutite si cuva trebuie sa fie de 1,5 – 2 mm.
Deficienta principala a cuterului este dereglarea palierului principal care sustine axul cuvei. La dereglarea acestui palier, cuva are o miscare neregulata si cutitele lovesc in cuva, distrugandu-se si chiar provocand accidente: Ca masura de protectie, cutitele sunt acoperite cu un capac care nu permite pornirea motorului electric in cazul in care capacul este ridicat. Capacul este prevazut la interior cu sicana pentru impingerea materialului sub cusite.
Malaxor de tip “Macavid – 325” Acest malaxor lucreaza sub vid si are deschidere frontala pentru evacuarea compozitiei. Principalele caracteristici funtionale ale malaxorului Mcavid 325 sunt urmatoarele:
v capacitatea cuvei de malaxare: 325 l;
v durata ciclului de malaxare: 30 minute;
v masa incarcaturii: 250 kg;
v tipul cuvei: orizontala;
v sistemul de malaxare: 2 spirale orizontale;
v turatia spiralelor: 115 rot. / min.;
v puterea instalata pentru spire: 5,5 kW;
v marimea vidului: 0,45 daN / cm²;
v dimensiuni de gabarit (L x l x h) = 1990 x 3300 x 2200 mm;
v masa neta: 2170 kg.
Malaxorul anexa 6 consta dintr-o cuva dubla cu cavitatile paralele care comunica intre ele prin portiuni externe. In fiecare din albiile cuvei se gaseste cate o spirala ce se roteste in sens opus, materialul fiind recirculat intre cele doua albii. Cuva este prevazuta cu doua capace, cu inchidere etansa, permitand realizarea vidului tehnologic prin conectarea acestuia la instalatia de vid compusa din pompa de vid si recipientul tampon. Masina este prevazuta cu dispozitive de protectie ce impiedica actionarea melcilor inainte de deschiderea completa a capacelor. Cuva cu melci este montata la partea superioara a matiului – suport. In interiorul batiului se monteaza grupul de actionare si arborele intermediar ce face legatura cu arborii melcilor.
Masina de umplut “Contivac – 250” Aceasta masina functioneaza bine pentru toate tipurile de compozitie pentru ca impingerea compozitiei pentru evacuare se realizeaza cu doua suruburi.
Masina (anexa 7) se compune din palnia de alimentare 1 , cadrul 2 , dispozitivul de umplere 3 , reductorul principal 4 , instalatia de vid 5 , grupul de functionare 6 , actionarea de genunghi 7 si instalatia electrica. Cifrele incadrate arata punctele de umplere.
Palnia de alimentare are capacitatea de 250 litrii si executata din otel inoxidabil.
Cadrul masinii este o constructie sudata cu peretii laterali din tabla inox.
Dispozitivul de umplere este format dintr-o carcasa de otel inox, doua suruburi pentru impingerea compozitiei, carcasa conica cu melc conic care este antrenant de inelul rotativ si reductorul melc – roata melcata. Melcul acestui reductor este legat prin cuplaj rigid la arborele de iesire superior al reductorului principal al masinii. La capatul carcasei de otel inoxidabil se ataseaza un dispozitiv in care se prinde teava de evacuare a compozitiei.
Reductorul principal al masinii anexa 7 este format din carcasa 10 in care sunt practicate o intrare si trei iesiri. La partea superioara a reductorului se afla arborele principal a, care pe protiunea din interiorul reductorului este solidar cu roata dintata 2 (Z1 = 26). Aceasta roata dintata antreneaza roata dintata 4 (Z2 = 26) solidara cu arborele b, care la randul sau antreneaza roata dintata 5 (Z3 = 83) solidara cu arborele c. Arborele de iesire d este solidar cu roata dintata 8 (Z4 = 24) ce primeste miscarea de rotatie de la arborele c prin intermediul rotii dintate 6 (Z5 = 24).
Instalatia de vid are rolul de a aspira aerul prezent in compozitie si de a de inlesni si inaintarea acestuia la dispozitivului de umplere din palnia de alimentare. Este compusa dintr-o pompa de vid de tipul cu piston, actionata de un motor electric de 0,55 kW si 700 rot. / min, dispozitivul de reglare, oala de condens si conducte de aspiratie si refulare. Pompa de vid este un compresor cu doi cilindrii cu racire cu aer, la care aspiratia se face prin carter si refularea prin chiulasa. Oala de condens este monatata inaintea pompei de vid, avand rolul de a separa eventualele picaturi de apacontinuta de aerul aspirat de catre pompa.
Celula de fierbere – afumare “Infa – 10” Aceasta celula este formata din urmatoarele coponente anexa 8:
v incinta propri – zisa;
v schimbatorul de caldura;
v instalatia electrica.
Exploatarea celulei decurge in urmatoarele etape:
Etapa de incalzire a celulei, operatorul trebuie sa execute urmatoarele manevre:
v pune sub tensiune instalatia;
v fixeaza inregistratorul la temperatura de 75 - 80 C iar cel de umiditate la 0;
v inchide clapeta de admisie aer proaspat, clapeta de aerisire fum, clapeta de evcuare;
v pune in functiune ventilatorul principal;
v admite abur in calorifer pentru incalzirea aerului si dupa 5 min. de incalzire deschide robinetul de caldura si apoi continua incalzirea celulei aproximativ 25 min.
v
Etapa de zvantare a produsului, operatorul trebuie sa execute urmatoarele manevre:
v deschide usa celulei si introduce cele doua carucioare cu produs, apoi inchide usa etans;
v deschide clapeta de evacuare si pune in functiune ventilatorul de evacuare, cel principal fiind in functiune;
v fixeaza temperatura si umiditatea de lucru pentru etapa de zvantare, in fuctie de produs si continua zvantarea pe timpul prescris (30 – 60 min).
v
Etapa de afumare a produsului, operatorul trebuie sa execute urmatoarele manevre:
v inchide clapa de evacuare si opreste ventilatorul de evacuare, cel principal fiind in functiune;
v regleaza inregistrarea de umiditate si temperatura la valoarea prescrisa de instructiunile tehnologice;
v deschide clapa de fum si eventual cea de admisie aer proaspa si continua afumarea pe durata prescrisa (20 – 50 min. in functie de sortiment);
v
Etapa de pasteurizare a produsului, operatorul trebuie sa execute urmatoarele manevre:
v inchide clapa de fum;
v deschide clapa de evacuare si pune in functie ventilatorul de evacuare pana ce celula se goleste de aer -–fum;
v opreste ventilatorul de evacuare, ventilatorul principal fiind in functiune;
v fixeaza inregistratorul de umiditate la nivelul maxim (100%) si pe cel de temperatura la 73 - 75 C si admite abur de 0,5 bar in celula. Continua pasteurizarea pana la atingerea in produs a temperaturii de 69,5 - 70 C, cand se considera terminata pasteurizarea;
v opreste admisia aburului de 0,5 bar si pune in functiune ventilatorul de evacuare;
v deschide usa si scoate afara carucioarele cu produs, putandu-se incepe o noua sarja.
7.2. Regimul de functionare al utilajelor
|
Nrt. crt. |
Denumirea utilajului |
Productivitatea (kg / h) |
Timp de functionare (h) |
|
1 |
Matoca – 160 |
900 |
2,6 |
|
2 |
Macavid – 325 |
500 |
2,1 |
|
3 |
Matocut – 200 |
700 |
1,86 |
|
4 |
Contivac – 250 |
2000 |
1,85 |
|
5 |
Infa – 10 (2) |
451,12 |
1,33 |
|
6 |
Infa – 10 (2) |
120 |
5 |
|
7 |
Infa – 10 (2) |
120 |
5 |
CAPItolul VIII. Calculul eficientei economice
Calculul eficientei economice se face pe baza unor indicatori, care pot fi analitici si sintetici, indicatori ce permit o privire de ansamblu asupra procesului de productie si sunt utilizati pentru calcularea profitului intreprinderii.
Noi utilizam pentru calculul eficientei economice indicatori sintetici si trebuie sa plecam de la cunoasterea a doua categorii de cheltuieli:
v cheltuieli directe = CD;
v cheltuieli indirecte = CI;
v cheltuieli totale = CT; CT = CD + CI
Cheltuielile directe cuprind:
v cheltuieli materiale;
v cheltuieli cu munca vie.
Cheltuielile materiale cuprind:
a) cheltuieli cu materia prima;
b) cheltuieli cu materii auxiliare si materiale;
c) amortizare;
d) cheltuieli cu energia;
e) reparatii si alte cheltuieli.
Cheltuieli cu materia prima:
|
Nr curent |
Produsul finit |
Materia prima |
Cantitate (kg) |
Pret materie prima (lei / kg) |
Total (lei) |
|
1. |
Parizer |
Carne vita I Slanina industrie |
577,5 247,5 |
20000 4500 |
11550000 1113750 |
|
2. |
Cremwusrti |
Carne vita I Slanina industrie |
126 30 |
20000 4500 |
2520000 135000 |
|
3. |
Polonezi |
Carne vita II Slanina industrie |
273 77 |
18500 4500 |
5050500 346500 |
|
4. |
Total |
|
|
|
20715750 |
Cheltuieli cu materii auxiliare, materiale siutilitati
|
Nr. crt. |
Produsul |
Materii auxiliare, materiale. |
Cantitatea (kg); (buc); (m); (m3). |
Pret (lei / kg); (lei / m). |
Total (lei) |
|
1 |
Parizer |
Sare Ntrit Polifosfat Piper Nucsoara Boia Usturoi Cutisin Sfoara Etichete Apa + gheata |
19,315 0,0718 4,125 0,4125 0,2475 0,4125 0,4125 520 3,25 1000 288,75 |
500 8000 19000 52000 64000 28000 12000 1200 15000 300 200 |
9657,5 474,4 7837,5 21450 15840 11620 4950 624000 48750 300000 57750, |
|
2 |
Crem-wursti |
Sare Ntrit Polifosfat Piper Nucsoara Boia Usturoi Mate oaie Etichete Apa + gheata |
4,214 0,016 0,63 0,09 0,054 0,09 0,09 1300 100 54 |
500 8000 19000 52000 64000 28000 12000 800 300 200 |
2107 128 11970 4680 3450 2520 1080 1040000 30000 5400 |
|
3 |
Polonezi |
Sare NtritPolifosfat Piper Boia Usturoi Mate proc Etichete Apa + gheata |
8,331 0,034 1,75 0,175 0,175 0,35 640 200 105 |
500 8000 19000 52000 28000 12000 600 300 200 |
4165,5 272 33250 9100 4900 4200 384000 60000 105000 |
|
4 |
Total |
|
|
|
2808552 |
Cheltuieli cu amortizarea
|
Nr. crt. |
Utilaje |
Bucati |
Pret bucata (lei) |
Total (lei) |
|
1. |
Cantar semiautomat |
3 |
300000 |
900000 |
|
2. |
Malaxor pentru prepararea amestecului de sarare |
1 |
10000800 |
10000800 |
|
3. |
Masina de tocat Matoca 160 |
1 |
25061020 |
25061020 |
|
4. |
Cuter microfin – R 200 |
1 |
60724025 |
60724025 |
|
5. |
Malaxor Macavit – 325 |
1 |
15720000 |
15720000 |
|
6. |
Masina de umplut Comtivac – 250 |
1 |
37651200 |
37651200 |
|
7. |
Celula de fierbere – afumare Infa 10 |
6 |
58724000 |
352344000 |
|
8. |
Generator fum |
6 |
5800000 |
34800000 |
|
9. |
Carucior cimbru |
17 |
1500000 |
25500000 |
|
10. |
Tavi inox |
25 |
200000 |
5000000 |
|
11. |
Rastele |
55 |
500000 |
17500000 |
|
Total |
|
|
585201045 |
|
Amortizarea utilajelor din sectia de preparate se face intr-o perioada de minim 8 ani:
585201045 / 15 = 39013404 lei / an
Sectia de preparate de 242 zile / an, considerand 11 luni lucratoare (o luna concedii), cu saptamana de lucru de 5 zile + 2 sambete lucratoare.
Valoarea cheltuielilor de amortizare pe o zi lucru va fi:
39013404 / 242 = 161212,41 lei / zi
Cheltuieli cu consumul energetic
|
Nr. crt. |
Denumirea utilajului |
Puterea instalata (kW / ora) |
Timpul de functionare (h) |
Pret (lei / kW ora) |
Total(lei) |
|
1. |
Malaxor pentru prepararea amestecului de sarare |
5 |
1 |
658 |
3290 |
|
2. |
Matoca 160 |
10 |
2,6 |
658 |
17108 |
|
3. |
Microfin – R 200 |
22 |
1,86 |
658 |
26925,4 |
|
4. |
Macavit – 325 |
6,05 |
2,1 |
658 |
8359,89 |
|
5. |
Comtivac – 250 |
3 |
1,85 |
658 |
3651,9 |
|
6. |
Infa – 10 (1) |
7 |
1,33 |
658 |
6125,98 |
|
7. |
Infa – 10 (2) |
7 |
5 |
658 |
23030 |
|
8. |
Infa – 10 (3) |
7 |
5 |
658 |
23030 |
|
9. |
Generator fum (1) |
1,4 |
1,33 |
658 |
1225,19 |
|
10. |
Generator fum (2) |
1,4 |
5 |
658 |
4606 |
|
11. |
Generator fum (3) |
1,4 |
5 |
658 |
4606 |
Total |
|
|
|
121958,36 |
|
Reparatii si alte cheltuieli
Cheltuielile cu reparatiile si alte cheltuieli reprezinta un procent de 5 % din: cheltuielile cu materia prima, cheltuielile cu materia auxiliara, materiale, cheltuielile cu amortizarea si cheltuielile cu consumul energetic:
20715750 + 2808552 + 161212,41 + 121958,36 = 23807472,77 lei
31074383,63 x 0,05 = 1190373,64 lei / zi
Cheltuielile cu munca vie (CV) cuprinde:
a) salarii directe;
b) C.A.S. + ajutor somaj + ajutor pentru handicapati + sanatate = 43 % din salariile directe;
c) impozitul pe salarii = 24 – 26 % din salariile directe;
Salariile directe
Indicatorii tehnici corespunzatori celor trei sortimente de prospaturi, cu privire la necesarul de muncitori sunt:
v pentru parizer = 27,62 om x h / t;
v pentru cremwursti = 102,03 om h / t,
v pentru polonezi = 30,05 om h / t.
Salariul tarifar / ora = 3500
Pentru 1 t parizer = 27,62 x 1 = 27,62 om x h
0,2 t cremwursti = 102,03 x 0,2 = 20,406 om x h
0,4 t polonezi = 30,05 x 0,4 = 12,02 om x h
Total 27,62 + 20,406 + 12,02 = 60,046 om x h
Considerand ziua de lucru de 8 ore rezulta necesarul de muncitori:
60,046 / 8 8 muncitori
8 muncitori x 8 ore x 3500 lei / h = 224000 lei / zi
C.A.S. + ajutor somaj + ajutor pentru handicapati + sanatate = 224000 x 43 / 100 = 96320 lei / zi
Impozitul pe salarii reprezinta 24 % din salariile directe:
224000 x 24 / 100 = 53760 lei / zi
CV = 224000 + 96320 + 53760 = 374080 lei / zi
Cheltuielile indirecte includ:
a) cheltuieli comune (salarii pentru personalul auxiliar);
b) alte cheltuieli.
Cheltuielile comune cuprind:
v salariile pentru maistri: 1000000 x 2 = 2000000 lei / luna;
v salariul sefului de sectie: 1500000 lei / luna
v salariile pentru maistri: 90909 lei / zi;
v salariul sefului de sectie: 68181,82 lei / zi.
Alte cheltuieli reprezinta 6 % din totalul cheltuielilor cu munca vie:
374080 x 6 / 100 = 22444,8 lei / zi.
Total cheltuieli:
|
Nr. articol |
Cheltuieli |
Valoarea (lei) |
|
1. |
Cheltuieli directe: v cheltuieli materiale; v cheltuieli cu munca vie. |
24997846,41 374080 |
|
2. |
Cheltuieli indirecte: v cheltuieli comune v alte cheltuieli |
159090,82 22444,8 |
|
Total |
|
25553462,03 |
Preturile de livrare la produsele finite sunt date in tabelul urmator:
|
Nr. articol |
Produs finit |
Cantitatea (kg) |
Pret (lei / kg) |
Valoarea totala (lei) |
|
1. |
Parizer |
1000 |
18400 |
18400000 |
|
2. |
Cremwursti |
200 |
25800 |
5160000 |
|
3. |
Polonezi |
400 |
19100 |
7640000 |
|
Total |
|
|
|
31200000 |
Profit = pret – cheltuieli totale = 31200000 – 25553462,03 = + 5646537,97
Rata profitului = profit / cheltuieli totale x 100 = 5646537,97 / 25553462,03 x 100 = 22,1 %
BIBLIOGRAFIE :
1. C. BANU – Utilaje si aparate in industria alimentara, Ed. Tehnica, 1995
2. C. BANU – Manualul inginerului de industrie alimentara, Ed. Tehnica, Bucuresti, 1998
3. C. BANU s.a. – Procesarea industriala a carnii, Ed. Tehnica, 1997
4. Komarov – Tehnica frigului, Sibiu 1954
5. C. Pavlov s.a. – Procese si aparate in ingineria chimica, Ed. Tehnica, 1981
6. * * * – Norme de protectia muncii pentru industria carnii. Legea nr. 90 / 1996
7. * * * – Instructiuni tehnologice pentru fabricarea produselor din carne. Legea nr 1200 / 1971
8. * * * – Colectia de standarde
ANEXE
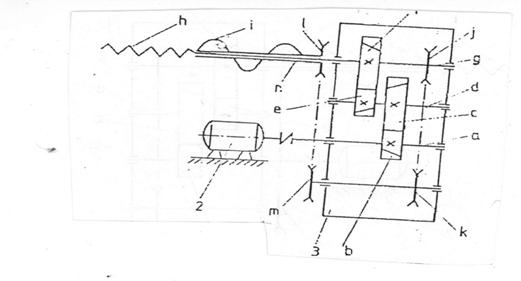 |
Matoca 160
 |
Macavid 325
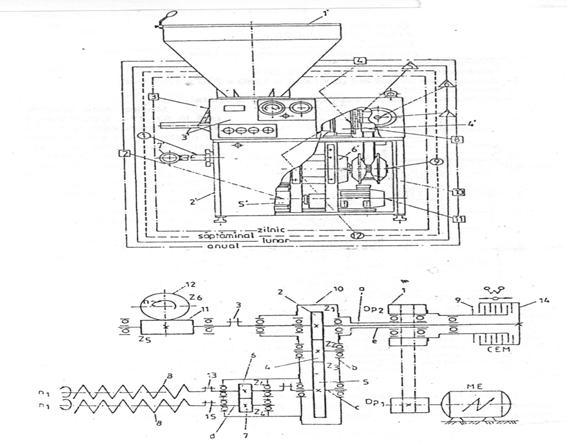 |
Contivac 250
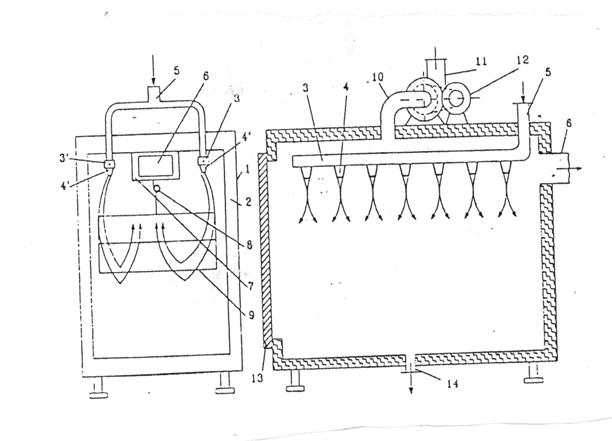 |
Infa 10
| Contact |- ia legatura cu noi -| | |
| Adauga document |- pune-ti documente online -| | |
| Termeni & conditii de utilizare |- politica de cookies si de confidentialitate -| | |
| Copyright © |- 2025 - Toate drepturile rezervate -| |
|
|
|||
|
|||
Documente online pe aceeasi tema | |||
|
| |||
|
|||
|
|||